Introduzione
La valvola a saracinesca rimane il meccanismo di isolamento più diffuso nella complessa infrastruttura della fluidodinamica industriale. La valvola a saracinesca viene utilizzata in modalità binaria, a differenza di altri tipi di valvole impiegate per modulare il flusso del fluido: la valvola è infatti o completamente aperta per consentire il libero flusso del fluido, oppure completamente chiusa per isolare una parte della conduttura. L’affidabilità di questo elemento non si basa solo sulla sua classificazione generale, ma anche sulla progettazione accurata dei suoi componenti interni e sulla correttezza metallurgica del suo processo di produzione.
Una conoscenza superficiale delle valvole a saracinesca non è sufficiente per ingegneri, responsabili degli acquisti e tecnici di manutenzione. Le peculiarità del funzionamento delle parti della valvola, le caratteristiche del suo design e l’importanza della qualità della fusione sono aspetti che è necessario conoscere per garantire le migliori prestazioni e la massima durata della valvola. Il presente manuale offre un’analisi approfondita della valvola a saracinesca standard, illustrandone la struttura, le differenze funzionali e gli standard di qualità che devono essere soddisfatti per resistere ad alte pressioni e in condizioni ambientali estreme.
Come funziona una valvola a saracinesca: una breve panoramica
Una valvola a saracinesca funziona in modo lineare. La saracinesca o il disco costituiscono una barriera che si frappone perpendicolarmente al flusso del fluido. Nella posizione di piena apertura della valvola, la saracinesca è completamente retratta nel cappello e il percorso del flusso è libero. Questo design a passaggio diretto comporta una bassa perdita di carico e un basso coefficiente di resistenza al flusso, il che rappresenta un chiaro vantaggio rispetto alle valvole a globo, che richiedono al fluido di cambiare direzione, con conseguente aumento della caduta di pressione.

Le valvole a saracinesca sono valvole esclusivamente di isolamento. Non sono progettate per la regolazione del flusso. Quando una valvola a saracinesca è parzialmente aperta, il fluido ad alta velocità va a urtare la saracinesca e la sede della valvola, provocando vibrazioni, cavitazione ed erosione della superficie di tenuta a un ritmo elevato. Mentre le valvole a sfera e le valvole a farfalla hanno un azionamento più rapido (un quarto di giro), le valvole a saracinesca hanno un azionamento lento. Questo azionamento a più giri rappresenta un vantaggio meccanico, poiché elimina lo shock idraulico (colpo d’ariete) che potrebbe causare danni agli impianti di tubazioni.
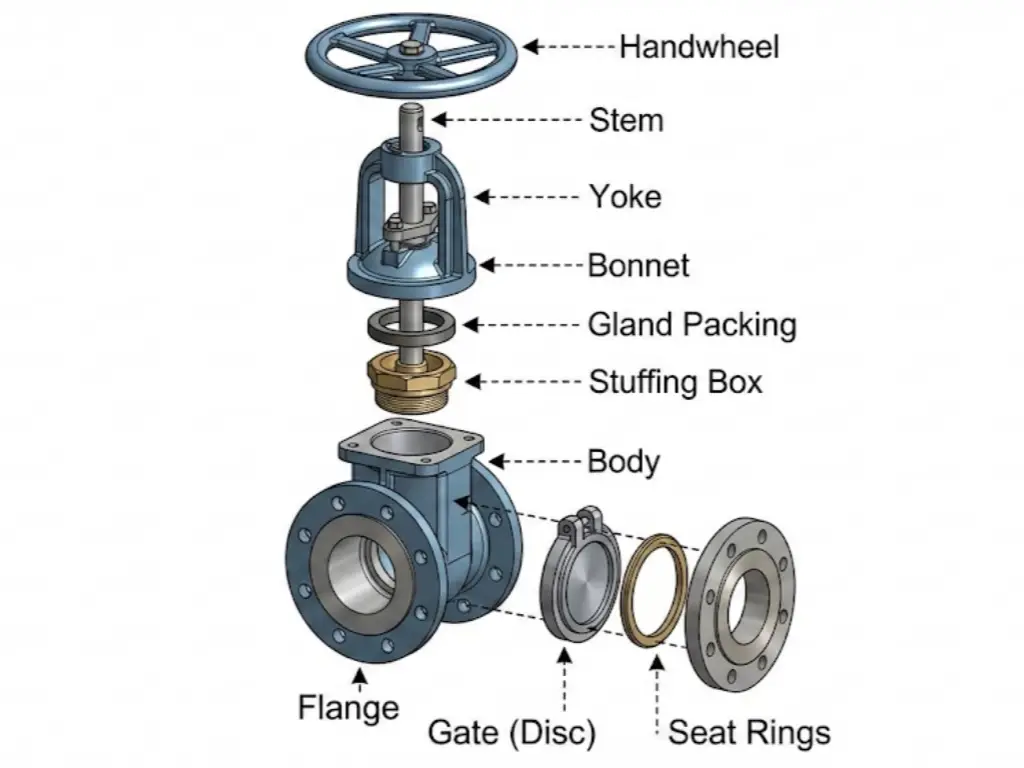
Anatomia dettagliata: i 5 componenti principali di una valvola a saracinesca
Per valutare la qualità di una valvola, è necessario esaminare come sono assemblati i suoi componenti. La struttura di una normale valvola a saracinesca può essere suddivisa in corpo, che sostiene la pressione, e gruppo funzionale.
La carrozzeria e il cofano (la scocca)
Il principale elemento di contenimento della pressione del dispositivo è il corpo valvola. Esso è collegato alla tubazione tramite estremità flangiate, avvitate o saldate e contiene le parti interne. La geometria del corpo è di fondamentale importanza; deve essere in grado di resistere alla pressione dell’impianto senza deformarsi, poiché ciò comporterebbe la perdita della tenuta. Il corpo è solitamente realizzato in acciaio al carbonio, utilizzato per impieghi generici, e in acciaio inossidabile, impiegato in applicazioni che richiedono elevati livelli di resistenza alla corrosione.
Il cappello della valvola è collegato al corpo. Il cappello funge da protezione per l'apertura presente nel corpo e costituisce una barriera secondaria contro la pressione. Contribuisce a sostenere lo stelo e l'attuatore. Il giunto tra corpo e cappello è un punto critico in cui potrebbero verificarsi perdite e deve essere sigillato con una guarnizione adeguata o con meccanismi di tenuta a pressione, in base alle specifiche di servizio.
Con l'aiuto di Bessercast‘Grazie alla sua tecnologia brevettata, BesserCast è in grado di produrre corpi valvola precisi e altamente dettagliati, con tempi di consegna, qualità e percentuali di difetti che superano quelli della concorrenza che utilizza i metodi tradizionali di fusione in sabbia. Contattateci per migliorare il vostro prossimo progetto con i corpi valvola certificati di BesserCast, progettati per resistere alla corrosione, con tolleranze ristrette e in grado di sopportare pressioni elevate.
Il gruppo di regolazione della valvola (disco, sede e stelo)
Nella terminologia delle valvole industriali, il termine “trim” indica le parti interne esposte al fluido di processo.
- Valvola a disco: Questo è l'elemento di chiusura. La sua precisione è fondamentale. Anche una variazione della finitura superficiale di pochi micrometri può impedire una tenuta ermetica.
- Sede della valvola: Le sedi costituiscono la superficie di tenuta fissa su cui poggia l'otturatore. In molte valvole industriali si preferiscono le sedi metalliche per la loro resistenza alle alte temperature e agli ambienti abrasivi. Queste sedi possono essere parte integrante del corpo valvola oppure costituite da anelli filettati o saldati (sedi sostituibili).
- Stelo della valvola: Lo stelo è l'albero di trasmissione che collega il volantino o l'attuatore alla saracinesca. Esso converte la coppia rotazionale applicata dall'operatore nella forza lineare necessaria per chiudere o aprire la saracinesca contro la pressione differenziale.
Attuatore e guarnizione di tenuta
L'attuatore è spesso dotato di un volantino e di un dado dello stelo, noto anche come manicotto a forcella. Quando viene ruotato, il volantino fa girare il dado dello stelo, che a sua volta aziona lo stelo filettato.
Per impedire che il fluido che scorre lungo lo stelo fuoriesca, viene utilizzata una struttura di tenuta nota come guarnizione dello stelo. La guarnizione dello stelo è costituita da materiali fibrosi quali PTFE e grafite, che vengono compressi nel premistoppa dalla flangia di serraggio. La guarnizione dello stelo deve essere mantenuta alla giusta compressione. Se la guarnizione dello stelo è troppo allentata, la valvola presenterà perdite. Se invece è troppo stretta, la guarnizione dello stelo genererà attrito, impedendo lo spostamento dello stelo della valvola.
| Componente | Funzione principale | Materiali tipici | Requisiti fondamentali di qualità | Modalità di guasto più comuni |
| Corpo | Funge da involucro principale a tenuta di pressione e ospita i componenti interni di finitura. | Acciaio al carbonio, acciaio inossidabile, acciaio legato, ghisa sferoidale | Deve resistere alla pressione del sistema senza deformarsi; fusione priva di difetti; spessore uniforme delle pareti; lavorazione precisa delle superfici di appoggio. | Fessurazioni dovute a porosità di fusione, corrosione, erosione e perdite esterne causate da difetti della struttura. |
| Cofano | Costituisce l'involucro superiore della valvola e sostiene il gruppo stelo e guarnizione. | Acciaio al carbonio, acciaio inossidabile, acciaio forgiato | Giunzione carrozzeria-cofano a tenuta stagna; corretta compressione della guarnizione; allineamento ad alta tolleranza con la carrozzeria. | Perdita nel punto di giunzione tra carrozzeria e cofano, guasto della guarnizione, deformazione termica. |
| Gate (Disco) | Funge da elemento di intercettazione del flusso; si sigilla contro le sedi per interrompere il flusso. | Acciaio inossidabile, acciaio legato temprato, bronzo | Finitura liscia della superficie di tenuta (< pochi micron); geometria corretta; durezza uniforme; assenza di vuoti interni di colata. | Perdite dal sedile dovute a usura, rigature, disallineamento o incollaggio termico. |
| Anelli di seduta | Fornire superfici di tenuta fisse su cui possa innestarsi l'otturatore. | Sedile monoblocco (stesso materiale della carrozzeria), acciaio inossidabile, leghe con rivestimento in Stellite | Concentricità perfetta; finitura superficiale liscia; saldatura o filettatura adeguata per sedi sostituibili; resistenza all’usura e alla corrosione. | Perdite dovute all’usura della sede, alla corrosione puntiforme o alla presenza di detriti incastrati. |
| Stelo | Trasforma la coppia rotativa in movimento lineare per sollevare/abbassare il cancello. | Acciaio inossidabile, acciaio legato | Elevata resistenza alla trazione; lavorazione accurata della filettatura; resistenza alla flessione e all’abrasione; tolleranza di rettilineità. | Piegatura dello stelo, grippaggio della filettatura, corrosione, usura dello stelo e del dado. |
| Imballaggio e montaggio del premistoppa | Impedisce le perdite lungo lo stelo grazie alla compressione dei materiali di tenuta. | Guarnizione in grafite, PTFE, anelli di tenuta in acciaio inossidabile | Compressione adeguata dell'imballaggio; carico uniforme della guarnizione; resistenza alle alte temperature e all'esposizione agli agenti chimici. | Perdite dallo stelo, indurimento della guarnizione, attrito eccessivo dovuto a un serraggio eccessivo. |
| Attuatore / Volantino e dado dello stelo | Fornisce i mezzi meccanici necessari per azionare lo stelo (in modo manuale o automatico). | Ghisa, acciaio al carbonio, bronzo, ghisa sferoidale | Corretto accoppiamento tra stelo e dado; trasmissione fluida della coppia; resistenza all’uso frequente. | Dado dello stelo usurato, difficoltà nell'azionamento della valvola, filettatura danneggiata. |
Variazioni nel design dello stelo: a crescita progressiva vs. non a crescita progressiva

La struttura dello stelo influisce notevolmente sull'utilizzo e sulla manutenzione della valvola.
Valvole a saracinesca a stelo ascendente (OS&Y): In un modello con filettatura esterna e giogo (OS&Y), la filettatura è esterna al corpo della valvola. Quando la valvola viene aperta, lo stelo si solleva letteralmente sopra il volantino. Questo design garantisce la separazione tra la filettatura e il fluido di processo, evitando così la corrosione. Inoltre, fornisce un'indicazione visiva della posizione della valvola. Tuttavia, richiede un ampio spazio libero in verticale.
Valvole a saracinesca con stelo non saliente (NRS): Si tratta di un tipo di valvola in cui lo stelo ruota, ma non si muove su e giù. Il disco è dotato di filettatura interna e si aggancia allo stelo come un dado. Si tratta di un modello di dimensioni ridotte, necessario nelle condotte sotterranee o in spazi verticali ristretti. Lo svantaggio è che le filettature sono immerse nel fluido e sono quindi soggette a corrosione e all’accumulo di detriti.
Tipi di cancelli (a disco): cunei pieni, flessibili e divisi
Il tipo più comune di valvola è quello “a cuneo”. Ha una forma affusolata che le permette di adattarsi perfettamente alle sedi.
- Cuneo pieno: Si tratta di una struttura monoblocco. È robusta e adatta ai flussi turbolenti. Tuttavia, nelle applicazioni a temperature elevate, la dilatazione termica del tubo potrebbe spingere le sedi verso l’interno, intrappolare il cuneo solido e causare un fenomeno di incastro termico.
- Cuneo flessibile: Si tratta di una struttura monoblocco, ma lungo il perimetro del cuneo è presente un'incisione. Ciò garantisce la flessibilità strutturale necessaria affinché il cuneo possa adattarsi alle lievi deformazioni dei sedili causate dalle sollecitazioni o dalle variazioni di temperatura nella conduttura. È la norma per le applicazioni a vapore e ad alte temperature.
- Cuneo diviso: È costituito da due componenti distinti che possono muoversi liberamente sulle superfici di appoggio. Viene comunemente utilizzato in applicazioni con gas e liquidi non condensanti a temperature normali.
Modelli di coperchi: da quelli avvitati a quelli a tenuta a pressione
Il modo in cui il coperchio è fissato al corpo della valvola determina le limitazioni di pressione della valvola.
- Coperchio avvitato: È economico e facile da usare, adatto a valvole di piccole dimensioni e a bassa pressione.
- Coperchio fissato con bulloni: Lo standard della maggior parte delle valvole industriali. Il coperchio è fissato con dadi e perni, che premono contro una guarnizione.
- Coperchio a tenuta a pressione: Ciò è necessario nei casi in cui siano richieste centrali elettriche ad alta pressione e ad alta temperatura. Questo design sfrutta la pressione interna al sistema per spingere il coperchio contro la guarnizione. Maggiore è la pressione, più ermetica è la tenuta.
Perché la qualità della fusione determina le prestazioni delle valvole
Sebbene il progetto della valvola ne determini le prestazioni teoriche, l’affidabilità effettiva dipende dalla qualità della produzione. Una valvola progettata correttamente ma realizzata con fusione porosa è destinata a guastarsi. Ciò vale in particolare per il corpo valvola e lo scorrimento, che devono resistere a cicli di pressione e a fluidi corrosivi.
La fusione in sabbia standard viene utilizzata per produrre molti componenti generici per valvole e ciò comporta solitamente finiture superficiali ruvide e vuoti interni. La fusione a cera persa (in particolare il processo con sol di silice) è il processo di produzione più indicato, specialmente per le valvole in acciaio inossidabile e in lega, al fine di ottenere le massime prestazioni.
I vantaggi della fusione a cera persa (processo con sol di silice)
I componenti interni devono essere realizzati con precisione assoluta. Noi di Besser Cast ci distinguiamo dalla concorrenza grazie all’impiego dell’avanzato processo di fusione a cera persa con sol di silice, che garantisce livelli di purezza dei materiali e di precisione geometrica che la fusione in sabbia semplicemente non è in grado di eguagliare.
- Controllo chimico meticoloso: Eseguiamo il dosaggio prima del forno e controlliamo ogni fusione con uno spettrometro tedesco SPECTRO ad alta precisione. Sia che si tratti della colata di semplici acciai inossidabili o di oltre 200 tipi di leghe complesse, garantiamo che le caratteristiche metallurgiche corrispondano esattamente agli standard internazionali previsti (ASTM, DIN, JIS).
- Geometrico Precisione & Capacità di lavorazione di pareti sottili: Grazie alle nostre tecnologie di colata sotto vuoto, siamo in grado di ottenere spessori delle pareti pari a 0,5 mm e finiture superficiali migliori rispetto alla concorrenza. Grazie a questa precisione, si riduce la turbolenza nel percorso del flusso e si elimina la necessità di lavorazioni secondarie (con conseguente risparmio di peso e aumento della resistenza).
- Affidabilità certificata: La qualità è un approccio sistemico. La nostra produzione si avvale di software di simulazione all’avanguardia ed è certificata secondo le norme PED e AD2000, fondamentali per la sicurezza delle attrezzature a pressione. Ogni singolo lotto garantisce la completa tracciabilità delle proprie dimensioni e della propria composizione chimica.
Guasti comuni dei componenti e consigli per la manutenzione
Anche la valvola funzionante dovrebbe essere sottoposta a monitoraggio. La conoscenza delle modalità di guasto aiuta a pianificare la manutenzione ordinaria.
- Perdita dallo stelo: Si tratta del problema più comune, solitamente causato dall'allentamento della guarnizione dello stelo. È possibile ripristinare la tenuta serrando in modo uniforme i dadi della flangia del premistoppa. Se la guarnizione risulta dura e fragile a causa delle alte temperature, è necessario sostituirla.
- Perdita dal sedile (passaggio): Nel caso in cui la valvola non si chiuda completamente, potrebbero rimanere intrappolati dei detriti nella sede della valvola oppure il materiale di tenuta potrebbe risultare rigato. Nelle valvole a saracinesca, a volte è possibile rimuovere i detriti lavando la linea con la valvola parzialmente aperta. Una perdita costante richiede la lappatura delle sedi.
- Valvola bloccata: Una valvola che non funziona correttamente può presentare un dado dello stelo danneggiato oppure essere bloccata a causa delle temperature elevate. I modelli con cuneo flessibile riducono al minimo il rischio di blocco nelle applicazioni a temperature elevate.
Conclusione
La valvola a saracinesca è un meccanismo apparentemente semplice. Il suo funzionamento dipende dal contatto preciso tra lo stelo, la saracinesca e la sede all’interno di un corpo valvola robusto. La scelta del tipo di valvola più adatto e dei materiali più indicati è fondamentale, sia che si tratti di flussi di fluidi a temperature estreme sia che si debba operare in presenza di sostanze chimiche corrosive.
Ma le schede tecniche non raccontano tutta la storia. La sicurezza delle valvole si basa sull’integrità del processo di fusione. Ponendo l’accento sulla precisione delle tecniche di produzione, compreso il processo di fusione a cera persa con sol di silice fornito da Bessercast, gli ingegneri e i responsabili degli acquisti potranno garantire che le loro valvole industriali assicurino un controllo preciso, tenuta ermetica e prestazioni durature. La qualità della produzione è direttamente correlata all’efficienza operativa e alla sicurezza, sia che si tratti della stabilità chimica della lega o della precisione dimensionale del percorso di flusso.



