Introduzione
La fusione dei metalli consiste nella conversione diretta del metallo liquido in geometrie complesse e consolidate all’interno di una cavità dello stampo progettata con precisione. Nella produzione ad alto rischio, in particolare nel settore B2B, la forma non rappresenta il vantaggio principale, bensì la combinazione di caratteristiche complesse in un unico componente di lunga durata. Gli ingegneri evitano i costi proibitivi della lavorazione CNC in più fasi ottenendo risultati vicini alla forma finale in un’unica operazione, raggiungendo così proprietà meccaniche che non sarebbero ottenibili tramite assemblaggio. Nei componenti automobilistici prodotti in grandi volumi o nelle pale di turbina specializzate, la scelta del miglior processo di fusione rappresenta il primo passo fondamentale per raggiungere un equilibrio tra integrità strutturale ed economicità della produzione snella.
Processo di produzione mediante fusione in sabbia: fasi e applicazioni per impieghi gravosi
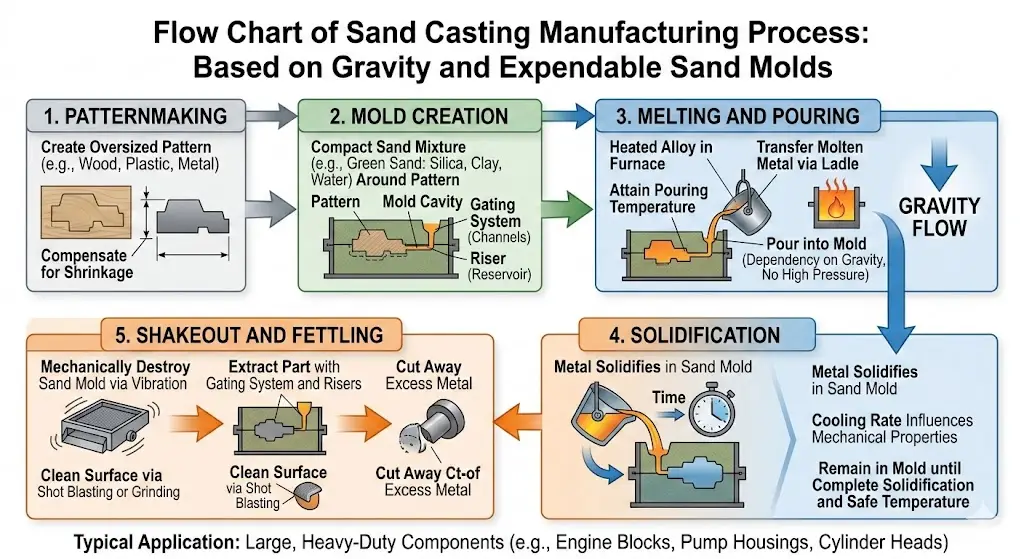
La fusione in sabbia è un tipo di fusione utilizzata principalmente nella produzione, in serie medio-basse, di componenti di grandi dimensioni e per impieghi gravosi, quali blocchi motore, alloggiamenti di pompe e testate cilindri. Prevede l'uso di stampi in sabbia monouso per modellare il metallo.
Procedura passo dopo passo
- Modellistica: Il processo inizia con la realizzazione di un modello, solitamente in legno, plastica o metallo. Il modello è una copia perfetta del prodotto finale, ma è progettato leggermente più grande per tenere conto del previsto restringimento del metallo fuso durante il raffreddamento.
- Creazione dello stampo: Il modello è circondato da una miscela di sabbia che viene compattata attorno ad esso per formare lo stampo. La sabbia verde è il tipo più diffuso ed è composta da sabbia silicea, argilla e acqua. Il progetto dello stampo comprende un sistema di colata, ovvero una rete di canali che convoglia il metallo liquido nella cavità dello stampo, e dei montanti, che fungono da serbatoi di metallo liquido per compensare il ritiro durante la solidificazione.
- Fusione e colata: La lega viene riscaldata in un forno. Una volta raggiunta la giusta temperatura di colata, il metallo fuso viene trasferito tramite siviere e versato nel sistema di colata dello stampo in sabbia. Il processo avviene esclusivamente per gravità; non viene applicata alcuna pressione elevata.
- Solidificazione: Il metallo colato si solidifica nello stampo di sabbia. La velocità di raffreddamento influisce direttamente sulle proprietà meccaniche finali del pezzo fuso. Lo stampo viene quindi lasciato all’interno del pezzo fino a quando non si è completamente solidificato e ha raggiunto una temperatura sicura.
- Sgrossatura e rifinitura: Lo stampo in sabbia viene distrutto meccanicamente mediante vibrazione per consentire l'estrazione del pezzo fuso. La sezione estratta è costituita dal componente principale e dal sistema di colata e dai canali di alimentazione solidificati. Il metallo in eccesso viene quindi asportato. Per pulire la superficie si ricorre poi alla granigliatura o alla rettifica.
Vantaggi e svantaggi della fusione in sabbia
| Categoria | Pro | Contro |
| Dimensioni e peso | In grado di produrre i componenti metallici di maggiori dimensioni (fino a diverse tonnellate), quali basi per macchine utensili e blocchi motore pesanti. | Rapporti peso/resistenza più elevati rispetto ai metodi di precisione; meno adatti ai microcomponenti. |
| Investimento iniziale | Costi di stampi e modelli estremamente contenuti, che lo rendono la scelta più economica per prototipi e piccole serie. | Costi unitari della manodopera più elevati a causa della preparazione degli stampi e delle operazioni di post-lavorazione, che richiedono un impiego intensivo di manodopera. |
| Flessibilità dei materiali | Compatibile con quasi tutte le leghe, compresi i metalli ferrosi ad alto punto di fusione come la ghisa e l'acciaio al carbonio. | Rischio di difetti legati alla sabbia (ad esempio, inclusioni di sabbia o porosità gassosa) se la miscela di sabbia non viene gestita con precisione. |
| Complessità geometrica | L'uso di anime in sabbia complesse consente di realizzare cavità e passaggi interni articolati all'interno di strutture di grandi dimensioni. | Precisione dimensionale: limitata a CT10-CT13; le superfici di accoppiamento critiche richiedono un'ampia lavorazione secondaria con macchine a controllo numerico. |
| Qualità della superficie | Adatto ad ambienti dall'estetica industriale grezza, in cui una finitura raffinata non è funzionalmente necessaria. | Finitura superficiale: elevata rugosità (Ra 12,5-50 µm); richiede una granigliatura o una rettifica per rimuovere la texture tipica della “fusione in sabbia”. |
La fusione in sabbia presenta solitamente tolleranze dimensionali comprese tra CT10 e CT13 e una finitura superficiale compresa tra 12,5 e 50 u Ra. È comune ricorrere a una lavorazione secondaria sulle superfici di accoppiamento critiche, poiché questa tecnica non garantisce naturalmente finiture lisce.
Processo di fusione a cera persa: alta precisione e forma finale
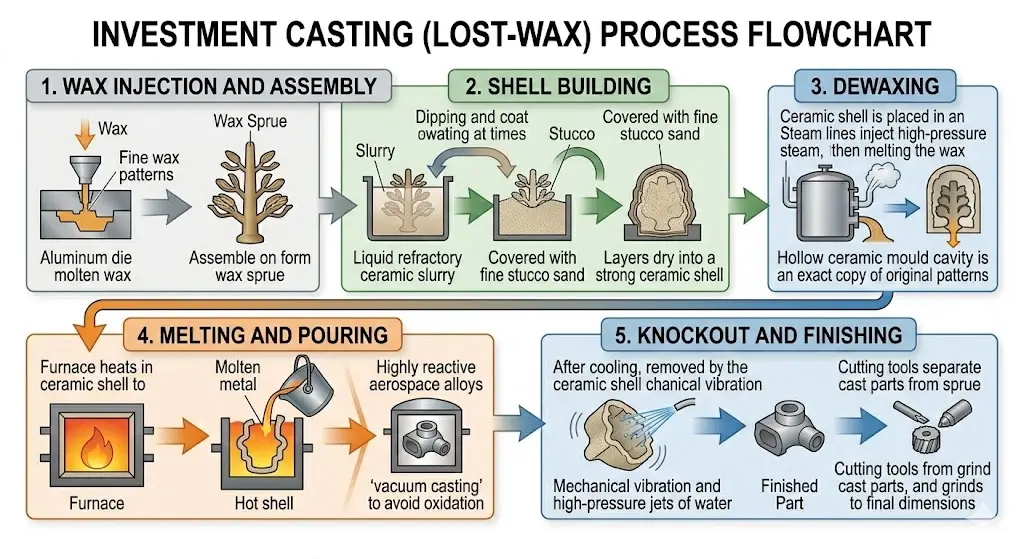
La fusione a cera persa, nota anche come processo a cera persa, è pensata per la realizzazione di componenti che richiedono elevata precisione, tolleranze ristrette e finezza. È particolarmente efficiente con leghe difficili da lavorare, come l’acciaio inossidabile, e viene comunemente utilizzata per la produzione di impianti medici e componenti aerospaziali.
Procedura passo dopo passo
- Iniezione di cera e assemblaggio: Si realizza un modello in cera di alta qualità iniettando cera fusa in uno stampo di alluminio. Diversi modelli in cera vengono poi fissati su un canale di colata centrale in cera per creare una struttura denominata “albero”.
- Edificio Shell: L'albero di cera viene immerso in una sospensione di ceramica refrattaria liquida e poi ricoperto con sabbia fine da stucco. Questa operazione di immersione e rivestimento viene ripetuta più volte. Gli strati vengono lasciati asciugare e attorno al modello in cera si forma un robusto guscio ceramico.
- Depilazione con la cera: Il guscio in ceramica viene inserito in un'autoclave. La cera viene fusa dal vapore ad alta pressione e viene espulsa dal guscio, lasciando una cavità interna dello stampo in ceramica che è una copia esatta dei modelli originali.
- Fusione e colata: Il guscio in ceramica viene riscaldato ad alta temperatura per evitare shock termici e consentire alle parti più sottili di fluire. Il metallo fuso caldo viene quindi versato nel guscio caldo. Nel caso di leghe aerospaziali altamente reattive, questa fase può prevedere l'uso della colata sotto vuoto per evitare l'ossidazione e regolare i fattori ambientali.
- Knockout e Finitura: Una volta che il metallo si è raffreddato, il rivestimento ceramico viene rimosso mediante vibrazione meccanica o getti d’acqua ad alta pressione. I pezzi vengono fusi separatamente, poi staccati dal canale di colata principale e levigati fino a raggiungere le dimensioni finali.
Vantaggi e svantaggi della fusione a cera persa
| Categoria | Pro | Contro |
| Precisione dimensionale | Precisione superiore: garantisce sistematicamente tolleranze comprese tra CT4 e CT6, riducendo in modo significativo la necessità di lavorazioni CNC secondarie. | Tolleranza inferiore rispetto alla fusione in sabbia per pezzi di dimensioni estremamente grandi; particolarmente indicato per componenti di peso inferiore a 50 kg. |
| Integrità della superficie | Finiture lisce: garantisce una qualità superficiale eccezionale (Ra da 1,6 a 6,3 µm), ideale per impianti medici e pale aerospaziali. | La preparazione dello stampo in ceramica richiede molto tempo, il che comporta tempi di produzione più lunghi rispetto alla fusione in sabbia. |
| Libertà geometrica | Complessità articolata: in grado di realizzare pareti sottili (fino a 1 mm) e passaggi interni complessi senza angoli di sformo. | Costo iniziale elevato degli stampi in alluminio per l’iniezione a cera; non conveniente per pezzi “unici” prodotti in serie estremamente ridotte. |
| Gamma di materiali | Compatibilità con le leghe dure: il metodo più efficace per la fusione di metalli “non lavorabili” come l’acciaio inossidabile e le superleghe. | Costi dei materiali più elevati per le ceramiche refrattarie e la cera speciale rispetto alla sabbia. |
La microfusione garantisce una precisione dimensionale compresa tra CT4 e CT6 e una finitura superficiale compresa tra Ra 1,6 e 6,3 µm. Questa caratteristica di forma quasi definitiva elimina gran parte della lavorazione secondaria, consentendo un risparmio diretto sui costi relativi ai metalli difficili da lavorare.
Per i componenti che richiedono una finitura superficiale di altissima qualità e tolleranze estremamente strette, la fusione a cera persa con sol di silice rappresenta lo standard di riferimento in questa categoria. Gli impianti specificamente dedicati a questo processo avanzato, quali Bessercast, consentono di ottenere regolarmente finiture con Ra compreso tra 1,6 e 3,2 µm per l’acciaio inossidabile e le leghe complesse. Mentre lo standard del settore si attesta in genere al livello CT6, la produzione specializzata di sol di silice è in grado di mantenere una tolleranza CT6 su tutte le dimensioni, con caratteristiche critiche progettate per raggiungere una precisione di livello CT5 o addirittura CT4, fornendo un supporto tecnico diretto per tradurre complessi progetti CAD in prodotti finiti con forma definitiva.
Processo di produzione mediante pressofusione: velocità e capacità di realizzare pareti sottili
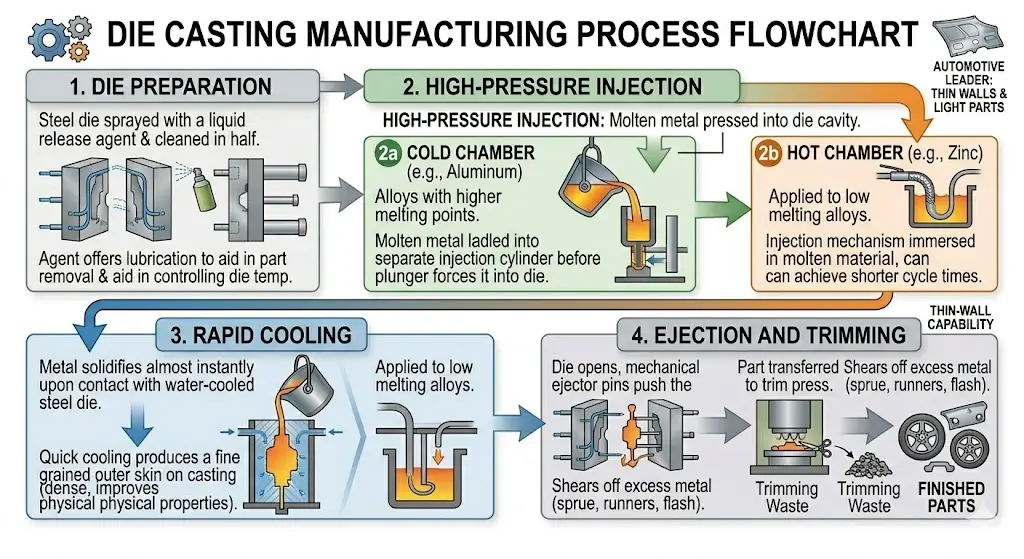
La pressofusione è un metodo di produzione automatizzato e ad alta velocità che prevede l’iniezione ad alta pressione di metallo liquido in uno stampo in acciaio riutilizzabile, denominato “matrice”. Si tratta di un processo di fusione concettualmente simile allo stampaggio a iniezione della plastica, ma destinato all’uso con il metallo. È la tecnica leader nel settore automobilistico per la produzione di componenti automobilistici leggeri e con pareti sottili.
Procedura passo dopo passo
- Preparazione dello stampo: Lo stampo in acciaio viene spruzzato con un agente distaccante liquido e pulito a metà. Questo agente fornisce lubrificazione per facilitare l'estrazione del pezzo e contribuire al controllo della temperatura dello stampo. Le due metà dello stampo vengono quindi serrate insieme con una forza meccanica molto elevata.
- Iniezione ad alta pressione: Il metallo fuso viene pressato nella cavità dello stampo. Nel processo di pressofusione, ciò avviene tramite due sistemi principali:
- Camera fredda: Utilizzato per leghe con punti di fusione più elevati (come l’alluminio). Il metallo fuso viene versato in un cilindro di iniezione separato, prima che uno stantuffo lo spinga nello stampo.
- Camera calda: Utilizzato con leghe a basso punto di fusione (come lo zinco). Il meccanismo di iniezione viene immerso nel materiale fuso e consente di ottenere tempi di ciclo più brevi.
- Raffreddamento rapido: Il metallo si solidifica quasi istantaneamente al contatto con lo stampo in acciaio raffreddato ad acqua. Questo rapido raffreddamento produce sulla superficie del pezzo fuso una struttura a grana fine, che risulta densa e ne migliora le proprietà fisiche.
- Espulsione e regolazione: Lo stampo si apre e dei perni di espulsione meccanici spingono il pezzo solidificato fuori dalla cavità. Il pezzo viene quindi trasferito a una pressa di rifilatura, che asporta il metallo in eccesso, compresi il canale di colata, i canali di alimentazione e le sbavature.
Vantaggi e svantaggi della pressofusione
| Categoria | Pro | Contro |
| Velocità di produzione | Produzione in serie: in grado di garantire tempi di ciclo dell'ordine dei secondi; ideale per centinaia di migliaia di componenti automobilistici identici. | Una volta realizzato lo stampo in acciaio, non è possibile apportare modifiche al progetto; le modifiche sono costose e richiedono molto tempo. |
| Precisione geometrica | Pareti sottili: è possibile ottenere spessori delle pareti fino a 1 mm, mantenendo un’elevata precisione dimensionale. | Elevato rischio di porosità interna da gas a causa dell’iniezione turbolenta ad alta velocità del metallo. |
| Scala economica | Basso costo unitario: una volta ammortizzata l’attrezzatura, questo metodo offre il costo di manodopera per pezzo più basso rispetto a qualsiasi altro metodo di fusione. | Costi di ingresso proibitivi: l’investimento iniziale per gli stampi in acciaio temprato e i macchinari ad alta pressione è notevole. |
| Finitura superficiale | Finiture lisce: garantiscono un’eccellente qualità superficiale (Ra 0,8–3,2 µm) che spesso non richiede ulteriori lavorazioni. | Limiti relativi ai materiali: Si limita principalmente ai metalli non ferrosi con punti di fusione più bassi (alluminio, zinco, magnesio). |
| Coerenza delle parti | Elevata ripetibilità: garantisce che ogni pezzo di una produzione in serie sia identico al primo, entro tolleranze molto strette. | I pezzi hanno generalmente dimensioni più ridotte rispetto a quelli realizzati con la fusione in sabbia, che raggiungono capacità di diverse tonnellate. |
La pressofusione è particolarmente indicata per la produzione in serie, che consente di realizzare centinaia di migliaia di pezzi identici. Sebbene il costo iniziale degli stampi sia elevato, il costo unitario risulta estremamente basso in caso di grandi volumi. Una variante simile è la pressofusione a gravità, in cui si utilizzano stampi metallici permanenti, ma la pressione applicata non è quella tipica dell’iniezione.
Processo di fusione centrifuga: alta densità per pezzi cilindrici
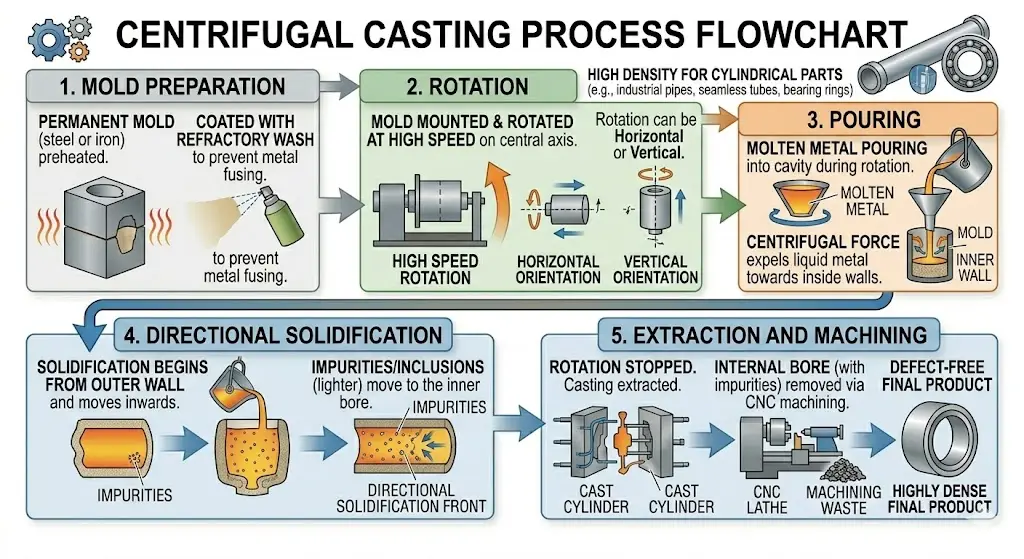
La fusione centrifuga è una tecnica di fusione specializzata, utilizzata principalmente per la produzione di pezzi simmetrici e cilindrici, quali tubi industriali, tubi senza saldatura e anelli per cuscinetti.
Procedura passo dopo passo
- Preparazione dello stampo: Uno stampo permanente è solitamente realizzato in acciaio o ferro, ricoperto da uno strato di materiale refrattario per garantire che il metallo fuso non si fonda con il materiale dello stampo.
- Rotazione: Lo stampo ruota ad alta velocità attorno al proprio asse centrale. Tale rotazione può essere orizzontale o verticale a seconda della lunghezza e del diametro del pezzo richiesto.
- Versamento: Il metallo fuso viene versato nella cavità mentre lo stampo ruota. La forza centrifuga spinge il metallo liquido verso le pareti interne dello stampo.
- Solidificazione direzionale: Il metallo si solidifica partendo dalla parete esterna e procedendo verso l'interno. Poiché le impurità e le inclusioni sono più leggere del metallo di base, la forza centrifuga le spinge verso il foro interno del pezzo fuso.
- Estrazione e lavorazione: La rotazione viene interrotta e il pezzo fuso viene estratto. Il foro interno, che contiene tutte le impurità accumulate, viene successivamente rimosso tramite lavorazione CNC, ottenendo così un prodotto finale altamente denso e privo di difetti.
Vantaggi e svantaggi della fusione centrifuga
| Categoria | Pro | Contro |
| Integrità metallurgica | Densità estrema: produce una struttura a grana fine e ad alta densità, priva di porosità gassosa e cavità da ritiro. | Limitato esclusivamente a geometrie simmetriche, cilindriche o cave; non è in grado di produrre forme complesse. |
| Controllo della purezza | Segregazione delle impurità: spinge naturalmente le impurità più leggere verso il foro interno, facilitandone la rimozione meccanica. | Richiede una lavorazione secondaria significativa per rifinire il diametro interno (ID) del pezzo fuso. |
| Resa del materiale | Assenza di sistema di colata: elimina la necessità dei tradizionali canali di colata, canali di distribuzione e montanti, garantendo un’elevata efficienza dei materiali. | Maggiori costi di manutenzione delle attrezzature dovuti alla rotazione meccanica ad alta velocità e alla gestione delle vibrazioni. |
| Proprietà meccaniche | Resistenza superiore: offre proprietà fisiche paragonabili a quelle dei componenti forgiati, ideali per tubazioni industriali ad alta pressione. | Il diametro esterno (OD) è limitato dalle dimensioni fisiche dei macchinari per lo stampaggio rotativo. |
| Flessibilità | Ampia gamma di applicazioni: può essere utilizzato per una vasta gamma di metalli, comprese le leghe ferrose e non ferrose, per impieghi industriali su larga scala. | Tempi di messa a punto più lunghi per il bilanciamento dello stampo, al fine di garantire la sicurezza alle alte velocità. |
Per soddisfare le esigenze specifiche dei vari settori industriali, i produttori ricorrono anche a tipi alternativi di fusione. Tra questi figurano la fusione in stampo permanente per lotti ripetibili di medio volume, la fusione continua per la produzione di lunghe lastre o billette metalliche, la fusione in gesso per componenti specializzati in alluminio e la fusione in schiuma o a schiuma persa, che utilizza modelli in polistirene evaporabile per creare geometrie complesse senza le tradizionali linee di divisione dello stampo.
Materiali comunemente utilizzati nella fusione e come influenzano il processo
La tecnica di fusione è determinata dal materiale richiesto per il prodotto finale. I vari materiali presentano punti di fusione, fluidità e tassi di ritiro da raffreddamento diversi. Le leghe lavorate dai produttori sono molto diverse tra loro e si dividono principalmente in ferrosi e non ferrosi.
| Categoria di materiale | Leghe primarie | Proprietà fisiche principali | Metodo di colata consigliato | Applicazioni industriali |
| Metalli ferrosi (ad alto punto di fusione) | Ghisa (grigia, sferoidale) | Eccellente fluidità; smorzamento delle vibrazioni superiore; elevato contenuto di carbonio. | Fusione in sabbia | Blocchi motore, basi per macchine utensili, alloggiamenti per l'industria pesante. |
| Acciaio inossidabile (304, 316) | Temperature di fusione estremamente elevate; elevata resistenza alla corrosione; difficile da lavorare. | Fusione a cera persa | Impianti medici, valvole ad alta pressione, attrezzature per la lavorazione degli alimenti. | |
| Acciaio al carbonio | Elevata resistenza alla trazione; notevole ritiro durante la solidificazione. | Fusione in sabbia o a cera persa | Parti metalliche strutturali, componenti ferroviari, ingranaggi pesanti. | |
| Metalli non ferrosi (a basso punto di fusione) | Leghe di alluminio (A380, ADC12) | Elevata fluidità; leggerezza; eccellente conducibilità termica. | Pressofusione (camera a freddo) | Componenti automobilistici, involucri per componenti elettronici, dissipatori di calore. |
| Leghe di zinco (Zamak) | Punto di fusione molto basso; elevata duttilità; non produce scintille. | Pressofusione (camera calda) | Beni di consumo, componenti meccanici complessi, parti di serrature. | |
| Leghe di magnesio | La densità più bassa tra i metalli da costruzione; elevato rapporto resistenza/peso. | Pressofusione ad alta pressione | Telai per il settore aerospaziale, alloggiamenti per utensili elettrici portatili. | |
| Rame e ottone | Conduttività elettrica superiore; proprietà antimicrobiche. | Fusione in sabbia, a cera persa o a gravità | Connettori elettrici, accessori nautici, articoli idraulici. |
Dopo la forgiatura iniziale, molti componenti vengono sottoposti a precisi processi di trattamento termico volti a modificarne la microstruttura interna, aumentando così la durezza, il limite di snervamento o la duttilità per soddisfare specifiche tecniche precise.
Garanzia di qualità: controlli non distruttivi (NDT) e controllo dei difetti nei pezzi fusi
La garanzia della qualità nella fusione dei metalli richiede un elevato livello di controllo dei difetti. Tra i difetti più comuni figurano le cavità da ritiro (fori causati dalla contrazione del metallo durante il raffreddamento), la porosità (bolle di gas intrappolate nel metallo fuso) e le saldature fredde (quando due flussi di metallo fuso non riescono a fondersi tra loro).
I controlli non distruttivi (NDT) vengono utilizzati dalle fonderie per determinare l'integrità strutturale dei componenti. L'ispezione a raggi X (controllo radiografico) viene impiegata per individuare vuoti interni e crepe senza danneggiare il pezzo. Il controllo a ultrasuoni è un metodo che utilizza onde sonore ad alta frequenza per verificare la densità interna del materiale, mentre il controllo con particelle magnetiche e il controllo con liquidi penetranti vengono utilizzati per evidenziare i difetti superficiali microscopici.
La guida definitiva alle decisioni: abbinare il prodotto al processo giusto
La scelta del processo di fusione più adeguato è una decisione aziendale che si basa su quattro pilastri fondamentali: il volume di produzione, la precisione dimensionale, la complessità geometrica e il tipo di materiale.
| Metodo di colata | Volume ottimale | Costi di attrezzaggio | Precisione dimensionale | Materiali tipici | Ideale per |
| Fusione in sabbia | Da basso a medio | Basso | Basso (CT10-CT13) | Metalli ferrosi, ghisa | Componenti di grandi dimensioni e pesanti, blocchi motore. |
| Fusione a cera persa | Da medio ad alto | Medio | Alto (CT4-CT6) | Acciaio inossidabile, leghe resistenti alle alte temperature | Alta precisione, cavità interne complesse, impianti medici. |
| I provini | Molto alto | Molto alto | Alto (CT4-CT8) | Alluminio, zinco, magnesio | Pareti sottili, produzione in serie ad alta velocità, beni di consumo. |
| Fusione centrifuga | Da basso a alto | Medio | Medio (CT7-CT10) | Acciaio, ferro, leghe di rame | Parti cilindriche simmetriche, requisiti di elevata densità. |
Esaminando diversi metalli e inserendoli in questa matrice, gli ingegneri possono determinare il percorso di produzione più conveniente. In un progetto che richiede diecimila involucri in alluminio con pareti sottili, la pressofusione è l’unica soluzione possibile. Al contrario, nei casi in cui un progetto richieda cinquanta giranti per pompe in acciaio inossidabile 316 molto dettagliate, la fusione a cera persa è l’unico metodo di fusione in grado di produrre la precisione dimensionale richiesta senza che i costi di lavorazione risultino proibitivi. La fusione a cera persa con sol di silice deve essere l’opzione preferita nei casi in cui l’alta precisione sia il fattore principale e i requisiti superino le tolleranze standard, al fine di ottenere la massima accuratezza e integrità superficiale.
Conclusione
La logica della fusione dei metalli è la logica dell’ottimizzazione ingegneristica. Non esiste un processo di produzione universalmente superiore; esiste solo la combinazione più efficiente di materiale, volume e geometria. Sfruttando il metodo della fusione in sabbia per la produzione in serie, la pressofusione per la velocità o la fusione a cera persa per la precisione, i produttori si assicurano un vantaggio competitivo sia in termini di prestazioni meccaniche che di ritorno sull’investimento.
Per i progetti che richiedono la precisione assoluta delle tecniche basate sul sol di silice, Bessercast fornisce l'infrastruttura tecnica necessaria per garantire tolleranze da CT6 a CT4 su geometrie complesse in acciaio inossidabile. Contattate oggi stesso il nostro team di ingegneri per un'analisi approfondita della DFM e per individuare il processo di fusione più conveniente in base alle vostre esigenze specifiche.



