La guida definitiva alla fusione a cera persa dell'acciaio al carbonio: costi, qualità e tolleranze
Orientarsi nel complesso panorama della lavorazione industriale dei metalli richiede ben più di una semplice conoscenza di base della metallurgia; esige un allineamento strategico tra scienza dei materiali, processi di produzione e costo totale di proprietà (TCO). Quando macchinari pesanti, sistemi di controllo dei fluidi e componenti strutturali sottoposti a sollecitazioni elevate subiscono guasti, la causa principale è spesso riconducibile a una scelta errata dei materiali o a tecniche di fusione di qualità inferiore. La fusione a cera persa dell’acciaio al carbonio rappresenta una soluzione di prim’ordine per gli ingegneri che cercano di colmare il divario tra estrema resistenza meccanica e geometrie complesse, vicine alla forma finale. Tuttavia, l’ottimizzazione di questo processo — la scelta tra AISI 1020, 4140 o ASTM A216 WCB, il bilanciamento del rapporto costo-prestazioni rispetto all’acciaio inossidabile e la gestione delle rigorose tolleranze lineari ISO 8062 CT4-CT6 — richiede una profonda conoscenza tecnica. Questa guida completa va oltre il gergo di marketing superficiale per offrire un’analisi approfondita e autorevole, incentrata sull’ingegneria, della fusione a cera persa dell’acciaio al carbonio. Dalla decifrazione delle microstrutture delle leghe e dalla valutazione dei protocolli di trattamento termico alla lotta contro la corrosione e alla comprensione dei rigorosi test non distruttivi (NDT) richiesti per un assemblaggio a prova di guasto, questa guida è stata concepita per fornire ai responsabili degli acquisti e ai progettisti meccanici i dati concreti necessari per eliminare costose lavorazioni secondarie, prevenire guasti catastrofici sul campo e garantire una catena di fornitura altamente affidabile ed economicamente vantaggiosa.
L'essenza della fusione a cera persa dell'acciaio al carbonio
Per comprendere appieno il valore strategico della fusione a cera persa dell’acciaio al carbonio, dobbiamo innanzitutto ricondurre il concetto ai suoi principi fondamentali. Nella sua essenza, l’acciaio al carbonio è una lega composta principalmente da ferro e carbonio. Questa combinazione metallurgica fondamentale ne determina la straordinaria resistenza allo snervamento, la resistenza agli urti e l’eccezionale rapporto costo-efficacia. Tuttavia, la vera magia ingegneristica si manifesta quando questo materiale robusto viene abbinato al processo di fusione a cera persa. Il problema fondamentale nella produzione moderna è rappresentato dallo spreco di materiale e dai tempi di lavorazione. La fusione tradizionale in sabbia, pur essendo economica per forme massicce e rudimentali, produce finiture superficiali scadenti (che spesso superano i 12,5 Ra) e ampie tolleranze dimensionali che richiedono un'estesa lavorazione CNC a valle. Al contrario, la lavorazione di un componente complesso partendo esclusivamente da una billetta solida di acciaio al carbonio rappresenta un utilizzo estremamente inefficiente sia della materia prima che delle ore di lavorazione sulle macchine CNC a 5 assi, che hanno un costo elevato.
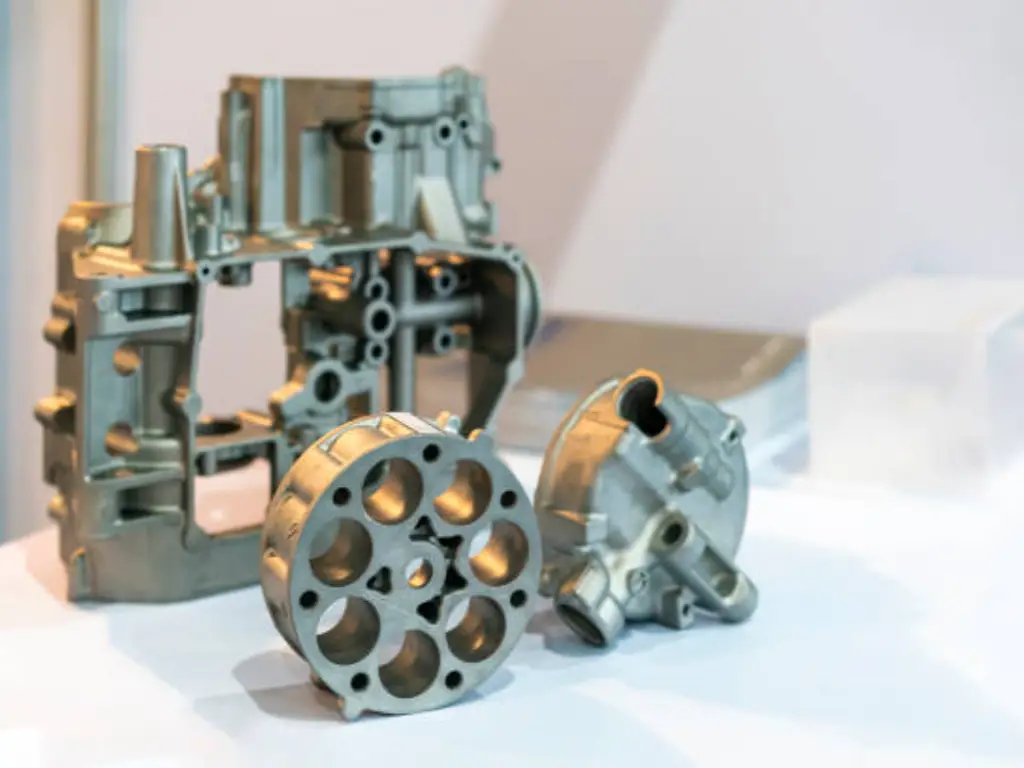
È qui che il principio di produzione “Near-Net-Shape” (NNS) rivoluziona l’equazione economica. La fusione a cera persa utilizza un modello in cera usa e getta rivestito da un guscio ceramico altamente refrattario. Quando la cera viene fusa via e l’acciaio al carbonio fuso viene colato nella cavità ceramica perfettamente liscia, il componente metallico risultante riproduce fedelmente lo stampo originale con precisione microscopica. Si consideri uno scenario ingegneristico concreto: la produzione di un complesso alloggiamento per una pompa idraulica a ingranaggi. Se si dovesse lavorare questo componente partendo da un blocco solido di acciaio al carbonio da 10 kg, le aggressive operazioni di fresatura, alesatura e maschiatura potrebbero generare fino a 6 kg di trucioli di acciaio di scarto — il che rappresenta uno spreco di materiale 60% — per non parlare dell’eccessiva usura degli utensili e del tempo di lavorazione del mandrino. Passando alla fusione a cera persa in acciaio al carbonio, il pezzo grezzo emerge dal guscio ceramico con un peso esatto di 4,2 kg, corrispondendo perfettamente ai complessi canali interni di flusso e alle flange di montaggio esterne, richiedendo solo una minima asportazione di 0,2 kg per la precisione finale della superficie di appoggio del cuscinetto. Non si paga più per rimuovere il metallo; si paga solo per il metallo che viene effettivamente utilizzato sul campo.
Capire le classi di acciaio al carbonio: quale lega è più adatta al tuo progetto?
La scelta del grado di materiale corretto è senza dubbio la decisione più critica nel ciclo di vita ingegneristico di un pezzo fuso. Specificare arbitrariamente “acciaio al carbonio” su un disegno CAD è una ricetta per guasti catastrofici, tassi di ritiro variabili e pezzi non lavorabili. Le prestazioni dell’acciaio al carbonio sono esponenzialmente sensibili al suo tenore di carbonio e all’introduzione strategica di elementi di lega. Di seguito è riportata un’analisi approfondita delle tre principali categorie metallurgiche utilizzate nella fusione a cera persa ad alte prestazioni, che vi consentirà di abbinare la lega più adatta alle vostre condizioni ambientali e ai carichi meccanici.
Acciaio a basso tenore di carbonio (AISI 1020)
Gli acciai a basso tenore di carbonio, definiti rigorosamente come acciai con una frazione massica di carbonio inferiore a 0,25%, costituiscono la colonna portante delle strutture in cui sono fondamentali un’estrema duttilità e una perfetta integrazione in assemblaggi saldati di grandi dimensioni. La microstruttura predominante in questo caso è la ferrite, con una piccola percentuale di perlite, il che rende il materiale incredibilmente tenace ma relativamente morbido allo stato grezzo.
| Tipo di lega | Contenuto di carbonio (%) | Resistenza allo snervamento tipica | Indice di saldabilità | Applicazioni industriali principali |
|---|---|---|---|---|
| AISI 1020 / ASTM A732 1A | 0,18 – 0,231 TP3T | ~ 295 MPa | Eccezionale (non richiede preriscaldamento) | Alloggiamenti per motori, staffe saldate, piastre di montaggio strutturali, componenti magnetici. |
La caratteristica principale dell'AISI 1020 è la sua impeccabile saldabilità. Nella progettazione industriale pesante, i componenti realizzati con fusione a cera persa raramente sono elementi autonomi; vengono spesso saldati su strutture più grandi, come telai di autocarri pesanti o telai strutturali in acciaio. Gli acciai ad alto tenore di carbonio presentano un elevato equivalente di carbonio (CE), che provoca una rapida formazione di martensite nella zona termicamente alterata (HAZ) durante la saldatura, causando microfessurazioni microscopiche indotte dall’idrogeno sotto il cordone di saldatura. L’AISI 1020 elimina completamente questo rischio. Se il vostro componente realizzato con fusione a cera persa deve essere saldato in modo estensivo a un’altra struttura in acciaio senza la necessità di costosi trattamenti termici di preriscaldamento o post-saldatura, l’AISI 1020 è la scelta indiscutibile.
Acciai a medio tenore di carbonio e bassolegati (AISI 1045, 4140)
Man mano che aumentiamo il tenore di carbonio nell'intervallo compreso tra 0,30% e 0,60%, il materiale passa da duttile a altamente resiliente. Sebbene l'AISI 1045 rappresenti un classico acciaio a medio tenore di carbonio, che offre un significativo aumento della resistenza alla trazione rispetto al 1020, gli acciai al carbonio standard iniziano a mostrare una grave limitazione nei pezzi fusi a pareti spesse: insufficiente temprabilità. Se si tenta di sottoporre a trattamento termico un pezzo fuso massiccio e di grande spessore in acciaio al carbonio, la superficie esterna si raffredda rapidamente formando martensite dura, mentre il nucleo isolante si raffredda troppo lentamente, rimanendo in forma di perlite morbida.
È proprio per questo che, nel settore della fusione di precisione, raggruppiamo sistematicamente gli acciai a medio tenore di carbonio con acciai da costruzione a bassa lega come AISI 4140. Grazie all’introduzione di quantità accuratamente controllate di cromo (Cr) e molibdeno (Mo), l’AISI 4140 modifica drasticamente la curva di trasformazione a raffreddamento continuo (CCT). Questa manipolazione degli elementi consente al pezzo fuso di ottenere un indurimento uniforme e profondo in tutte le sezioni trasversali spesse durante il ciclo di tempra. In grado di raggiungere livelli di durezza superiori a HRC 50 dopo un trattamento termico mirato, il 4140 sacrifica una parte della saldabilità per garantire la massima resistenza all’usura e alla fatica. Si pensi alla maglie del cingolo di un bulldozer per il movimento terra o a un ingranaggio di trasmissione per impieghi gravosi sottoposto a carichi d’urto ripetitivi e violenti e ad attrito abrasivo: questi sono gli ambienti in cui la profonda temprabilità dell’acciaio bassolegato 4140 garantisce che il componente non subisca cedimenti o strappi sotto sollecitazioni cinetiche estreme.

Gradi di acciaio per applicazioni ingegneristiche specializzate (ASTM A216 WCB)
Allontanandoci dai componenti meccanici generici, entriamo nel regno di standard ingegneristici altamente regolamentati e specializzati. Nei settori petrolifero, del gas e petrolchimico, il cedimento dei materiali equivale a una catastrofe ambientale e a gravi rischi per la sicurezza. In questo ambito, le designazioni AISI generiche non sono sufficienti; gli ingegneri si affidano ai rigorosi standard stabiliti dall’American Society for Testing and Materials (ASTM). Il leader indiscusso nella fusione per il controllo dei fluidi è ASTM A216 WCB (Acciaio al carbonio forgiato, grado B).
Il WCB è un acciaio al carbonio su misura, appositamente formulato per applicazioni di saldatura per fusione ad alta temperatura e alta pressione. Quando una grande valvola a saracinesca industriale o il corpo di una pompa ad alta pressione sono in funzione in una raffineria a temperature costanti che si avvicinano ai 400∞C (750∞F), l’acciaio standard inizia a subire scorrimentouna deformazione microstrutturale lenta e progressiva sotto sollecitazione meccanica costante. L’ASTM A216 WCB è progettato per mantenere l’assoluta integrità strutturale, il contenimento della pressione e la stabilità dimensionale in questi ambienti termici aggressivi. Specificare il WCB nella vostra richiesta di preventivo (RFQ) indica immediatamente alla fonderia che operate nel rispetto dei rigorosi parametri del Codice ASME per caldaie e recipienti a pressione, richiedendo una solidità interna impeccabile e capacità certificate di mantenimento della pressione.
Fusione a cera persa dell’acciaio al carbonio rispetto all’acciaio inossidabile: la matrice costo-prestazioni
Uno dei dilemmi più ricorrenti che devono affrontare i team di approvvigionamento e i progettisti è la scelta tra l’acciaio al carbonio e l’acciaio inossidabile (come il 304 o il 316). Il dilemma nasce dal timore della corrosione: è meglio che il progetto sostenga un ingente costo iniziale per i materiali al fine di utilizzare l’acciaio inossidabile, intrinsecamente resistente alla ruggine, oppure è preferibile sfruttare l’elevato rapporto costo-efficacia dell’acciaio al carbonio, abbinato a un trattamento superficiale secondario? Per risolvere la questione, occorre esaminare i mercati delle materie prime. Il London Metal Exchange (LME) determina i prezzi globali dei metalli di base. La resistenza alla corrosione dell’acciaio inossidabile dipende interamente dal suo elevato contenuto di cromo (minimo 10,5%) e nichel (spesso 8-10% nella serie 304). Poiché il nichel viene spesso scambiato con una volatilità elevata (che supera spesso da $16.000 a $20.000+ per tonnellata metrica), i sovrapprezzi per la lega applicati alle billette di acciaio inossidabile le rendono esponenzialmente più costose rispetto all’acciaio al carbonio semplice.
| Indicatore di prestazione | Acciaio al carbonio (ad es., 1020/1045) | Acciaio inossidabile austenitico (304/316) | Fattore determinante per le decisioni strategiche |
|---|---|---|---|
| Base di costo delle materie prime | Valore di riferimento (1x) | Premium (da 3 a 5 volte) | Le fluttuazioni dei prezzi del nichel e del cromo sono all’origine di questa enorme variazione. |
| Resistenza alla trazione e durezza | Da elevata a estrema (può essere facilmente sottoposta a trattamento termico fino a >HRC 50) | Moderata (i gradi austenitici non possono essere induriti tramite trattamento termico) | L'acciaio al carbonio è il materiale più utilizzato nelle applicazioni soggette a urti violenti e usura meccanica da abrasione. |
| Resistenza intrinseca alla corrosione | Scadente (richiede un secondo strato di rivestimento) | Eccezionale (strato di ossido autopassivante) | Se il componente viene utilizzato a immersione in acqua di mare o in soluzioni acide, è obbligatorio l'uso dell'acciaio inossidabile. |
| Usura degli utensili e delle macchine utensili | Tassi di usura standard, ottima lavorabilità. | Elevata usura degli utensili, tendenza all’incrudimento durante le lavorazioni CNC. | L'acciaio al carbonio riduce notevolmente le spese per gli utensili CNC secondari. |
La conclusione commerciale è estremamente chiara: a parità di volume, un pezzo fuso in acciaio inossidabile 304 costerà alla vostra catena di approvvigionamento da 3 a 5 volte di più in termini di costi puri dei materiali rispetto al suo equivalente in acciaio al carbonio. A meno che il vostro componente non sia permanentemente immerso in un fluido altamente acido, esposto all’acqua salata marina o soggetto a rigorose normative alimentari della FDA, optare automaticamente per l’acciaio inossidabile rappresenta un grave spreco di capitale. Scegliendo un acciaio al carbonio ad alta resistenza e abbinandolo a un rivestimento superficiale robusto (come la zincatura a caldo o la zincatura-nichelatura), potrete ridurre immediatamente il costo della distinta base (BOM) di oltre il 40%, ottenendo al contempo una resistenza meccanica superiore e un’adeguata protezione ambientale.
Il processo di microfusione: è qui che si concretizza il ritorno sull’investimento
Per comprendere gli aspetti economici della fusione a cera persa è necessario andare oltre le fasi fondamentali dell’iniezione della cera e della deceratura, concentrandosi sui vantaggi termomeccanici del guscio ceramico. Dopo che l’albero di cera è stato ripetutamente immerso nella sospensione ceramica e ricoperto di sabbia refrattaria, viene sottoposto a un processo critico Cottura in guscio processo a temperature superiori a 1000∞C. Ciò provoca la vetrificazione della ceramica, conferendole un’elevatissima resistenza alle alte temperature, tale da sopportare lo shock cinetico dell’acciaio fuso a 1600∞C, eliminando al contempo qualsiasi traccia di umidità residua che potrebbe causare porosità gassosa.
Dal punto di vista della progettazione ingegneristica, il vantaggio più significativo di questo guscio ceramico è il concetto di Tolleranze minime di sformo. Nella fusione tradizionale in sabbia o nella forgiatura a caduta, gli ingegneri devono progettare componenti con angoli di sformo molto accentuati, compresi tra 3 e 5 gradi, semplicemente per poter estrarre il modello dalla sabbia senza che lo stampo crolli. Questo materiale in eccesso, formato dall’angolo di sformo, deve poi essere asportato mediante fresatura CNC per ottenere superfici di accoppiamento piane e parallele. Poiché la fusione a cera persa utilizza un modello in cera sacrificabile che viene fuso via (anziché estratto), lo stampo in ceramica non richiede assolutamente alcun angolo di sformo. Per assoluta precisione tecnica, va notato che lo stampo in alluminio per il modello in cera (l’attrezzatura utilizzata per iniettare la cera) richiede comunque un angolo di sformo microscopico compreso tra 0,5∞ e 1∞ su specifiche caratteristiche interne profonde per espellere la cera senza intoppi. Tuttavia, si tratta di un valore trascurabile rispetto ad altri metodi. Questa capacità di fondere sottosquadri profondi e paralleli e gallerie interne complesse senza angoli di sformo è proprio il meccanismo che elimina la necessità di costose lavorazioni CNC a 5 assi, facendo pendere nettamente l’ago della bilancia del ritorno sull’investimento (ROI) a favore della fusione a cera persa.
Il collo di bottiglia nelle consegne e la soluzione basata sull'automazione: Sebbene il guscio in ceramica consenta di ottenere geometrie incredibili, il tradizionale processo manuale di realizzazione dei gusci rappresenta il tallone d’Achille del settore della fusione. L’immersione manuale di pesanti alberi in cera comporta uno spessore irregolare del guscio, velocità di raffreddamento non uniformi e, in ultima analisi, distorsioni dimensionali. Inoltre, un guscio realizzato manualmente richiede fino a 7 giorni di essiccazione lenta. Ecco perché i principali OEM dei settori agricolo e ferroviario sottopongono le fonderie a rigorosi controlli per verificarne le capacità di automazione. A Casting migliore, abbiamo eliminato questo collo di bottiglia implementando due sistemi all’avanguardia Linee di produzione automatizzate per la realizzazione di gusci. Sostituendo l’inconsistenza umana con la precisione robotica, non solo garantiamo un’uniformità assoluta nello spessore delle pareti e finiture superficiali impeccabili (fino a Ra 3,2) in ogni lotto, ma riduciamo anche il ciclo di produzione del guscio da 7 giorni a un incredibile 35 ore. Questa automazione ad alta intensità di capitale costituisce la spina dorsale della nostra capacità produttiva mensile di 250 tonnellate, eliminando definitivamente i tempi di consegna prolungati che affliggono le fonderie tradizionali.
Protocolli di trattamento termico: come ottenere le massime proprietà meccaniche
Quando un pezzo fuso in acciaio al carbonio fuoriesce dal suo guscio ceramico, il suo percorso è solo a metà. Il raffreddamento rapido e non uniforme del metallo fuso all’interno dello stampo crea una microstruttura interna caotica, caratterizzata da enormi tensioni residue. I grani sono grossolani e le proprietà meccaniche sono estremamente disomogenee. L’impiego di un componente in acciaio al carbonio “così com’è” in un ambiente dinamico e sottoposto a carico rappresenta un errore ingegneristico grave. Dobbiamo liberare il vero potenziale del metallo attraverso una manipolazione termica altamente controllata: il trattamento termico.
Il protocollo di riferimento per qualsiasi fusione strutturale in acciaio al carbonio è Normalizzazione. Il pezzo fuso viene caricato in un forno atmosferico e riscaldato a circa 900∞C (al di sopra della sua temperatura critica superiore) fino a quando l’intera matrice non si trasforma in austenite. Viene quindi rimosso e lasciato raffreddare uniformemente all’aria ambiente. Questo processo fisico ricristallizza completamente l’acciaio, eliminando tutte le tensioni di fusione e affinando i grani dendritici grossolani in una struttura perlitico-ferritica compatta e uniforme. La normalizzazione impedisce che il pezzo fuso si frantumi come il vetro in caso di impatto improvviso.
Per le applicazioni che richiedono prestazioni estreme — come gli ingranaggi in AISI 4140 di cui abbiamo parlato in precedenza — passiamo a Tempra e rinvenimento (Q&T). Il pezzo fuso viene riscaldato fino all’austenitizzazione e poi immerso bruscamente in un bagno controllato di olio o acqua. Questo raffreddamento estremo intrappola gli atomi di carbonio in un reticolo deformato noto come martensite, creando un materiale di estrema durezza ma di pericolosa fragilità. Per ripristinare la tenacità, il pezzo viene immediatamente Temprato (riscaldato a una temperatura moderata, ad esempio 400∞C-600∞C), consentendo l’allentamento di parte delle tensioni interne e trasformando la martensite fragile in martensite temperata altamente resiliente o in sorbite. Questa precisa “coreografia” termica permette agli ingegneri di ottenere l’equilibrio esatto tra resistenza alla trazione e tenacità all’urto richiesto per le specifiche modalità di rottura del componente.
Sconfiggere la ruggine: prevenzione avanzata della corrosione per i pezzi fusi
Il tallone d’Achille intrinseco di qualsiasi componente in acciaio al carbonio è l’ossidazione. In presenza di ossigeno e di un elettrolita (acqua), la matrice ferrosa si degrada rapidamente trasformandosi in ossido di ferro (ruggine). Poiché l’acciaio al carbonio è privo del cromo necessario per formare uno strato passivo autorigenerante, è necessario applicare barriere fisiche robuste per proteggere il substrato. La scelta del trattamento superficiale adeguato richiede un delicato equilibrio tra resistenza alla corrosione, requisiti estetici e tolleranze dimensionali.
- Zincatura a caldo (HDG): La protezione più resistente in assoluto per le infrastrutture all’aperto. Il pezzo fuso viene immerso in un bagno di zinco fuso a 450∞C. Non si tratta semplicemente di un rivestimento: avviene infatti una reazione metallurgica che crea una serie di strati di lega zinco-ferro incredibilmente resistenti. Ciò garantisce una protezione catodica sacrificale: ciò significa che, anche se il rivestimento dovesse graffiarsi, lo zinco si corroderà prima dell’acciaio sottostante. Avviso tecnico: Il trattamento HDG aggiunge uno spessore significativo e non uniforme (in genere da 50 a 100 micron). Questo danneggia le filettature di precisione e compromette le tolleranze strette dei cuscinetti. Deve essere utilizzato esclusivamente su superfici strutturali non a contatto.
- Rivestimento di conversione all’ossido nero: Un processo chimico che trasforma il ferro superficiale in magnetite (Fe₃O₄). Conferisce una finitura nera opaca ed elegante che assorbe l’olio, garantendo resistenza alla corrosione lieve. Il suo principale vantaggio tecnico è la stabilità dimensionale: non aggiunge praticamente alcuno spessore misurabile (meno di 1 micron). È la scelta ideale per componenti meccanici di alta precisione, ingranaggi interni e utensili in cui è obbligatorio rispettare le tolleranze esatte previste dalla norma ISO 8062, sebbene offra una protezione limitata in ambienti esterni particolarmente difficili.
- Verniciatura a polvere e verniciatura elettroforetica: Per i componenti che richiedono un elevato impatto estetico e un'eccellente protezione barriera, la verniciatura a polvere prevede l'applicazione di un polimero termoindurente a secco che viene cotto sul pezzo fuso. La verniciatura elettroforetica (E-coating) utilizza la corrente elettrica per depositare la vernice anche nelle cavità più profonde e complesse di un pezzo fuso, offrendo una copertura uniforme superiore rispetto alla verniciatura a spruzzo standard. Entrambe le tecniche richiedono un'accurata mascheratura delle superfici di accoppiamento lavorate prima dell'applicazione.
Linee guida rigorose per la progettazione di getti in acciaio al carbonio
La progettazione di un componente per la lavorazione CNC è molto diversa dalla progettazione nell'ambito della fluidodinamica dei metalli. Per sfruttare appieno il potenziale economico della fusione a cera persa, gli ingegneri devono tenere conto dei limiti fisici della solidificazione dell'acciaio fuso.
Ottimizzazione dello spessore delle pareti e dei raggi degli angoli
Sebbene la fusione a cera persa di precisione sia di gran lunga superiore alla fusione in sabbia, la fisica continua a imporre dei limiti. Lo spessore minimo delle pareti raccomandato dagli standard del settore per la fusione a cera persa dell’acciaio al carbonio varia da da 1,5 mm a 2 mm (da 0,06 a 0,08 pollici). Scendere al di sotto di questo limite comporta il rischio di “colate incomplete” (in cui l’acciaio si solidifica prima di riempire completamente la cavità dello stampo). Inoltre, i progettisti devono eliminare senza eccezioni gli spigoli interni a 90 gradi. Quando l’acciaio fuso si raffredda, subisce una contrazione volumetrica. Se una sezione pesante e spessa passa bruscamente a un’anima sottile con un angolo acuto, l’enorme gradiente termico fa sì che la sezione sottile si solidifichi rapidamente mentre quella spessa rimane semiliquida. Man mano che la sezione spessa si raffredda e si contrae, esercita enormi forze di trazione sull’anima sottile già solidificata, lacerando il metallo nel punto di costrizione dell’angolo acuto. Questo difetto è noto come Lacrima bollente. È necessario applicare raggi generosi (raggi R) e rastremazioni graduali a tutte le geometrie di transizione per garantire gradienti termici uniformi durante la solidificazione.
Comprendere le tolleranze lineari (CT4-CT6)
Quando le fonderie promettono “alta precisione”, gli ingegneri hanno bisogno di dati quantificabili. Le tolleranze nella fusione a cera persa sono standardizzate a livello globale in base a Norma internazionale (Specifiche geometriche dei prodotti per i pezzi stampati). La fusione a cera persa dell’acciaio al carbonio raggiunge abitualmente gradi di tolleranza dimensionale pari a Da CT4 a CT6. In pratica, per una dimensione lineare di 50 mm, una tolleranza CT5 corrisponde a una deviazione ammissibile di circa ±0,30 mm.
Questi dati definiscono la strategia di produzione: per i profili esterni, le cavità di alleggerimento e i fori passanti non accoppiati, la precisione CT5/CT6 è assolutamente sufficiente, eliminando definitivamente la necessità di lavorazioni secondarie. Tuttavia, per accoppiamenti a interferenza critici, perni di cuscinetti o scanalature di tenuta idrauliche per O-ring che richiedono tolleranze H7/g6 più strette (spesso entro ±0,01 mm), il pezzo fuso deve essere progettato con un margine di pre-lavorazione (in genere da 1 mm a 1,5 mm di materiale in eccesso) espressamente riservato a una passata finale di alesatura o rettifica CNC. Un fornitore di livello mondiale gestisce sia i calcoli del ritiro della fusione sia la lavorazione CNC finale sotto lo stesso tetto per garantire un’integrazione perfetta.
Controllo qualità: individuare i difetti invisibili prima dell'assemblaggio
L'incubo peggiore per qualsiasi catena di approvvigionamento è quello di montare un pezzo fuso in acciaio al carbonio, sottoposto a lavorazione meccanica intensiva e apparentemente perfetto, in un costoso sistema idraulico, solo per vederlo cedere in modo catastrofico sotto pressione a causa di vuoti interni. L'acciaio al carbonio è soggetto a porosità da ritiro...cavità microscopiche simili a pori di spugna che si formano in profondità nelle sezioni più spesse del pezzo se i sistemi di colata e di alimentazione non riescono a fornire una quantità sufficiente di metallo liquido durante le fasi finali della solidificazione. L’ispezione visiva è del tutto inutile contro questi “assassini” interni. La garanzia totale della qualità richiede l’applicazione di test non distruttivi (NDT) approfonditi.
La garanzia "Zero punti ciechi" di BESSER: A Casting migliore, ci rifiutiamo di produrre in modo “alla cieca”. Siamo consapevoli che i nostri componenti vengono impiegati in applicazioni critiche, in cui il guasto non è un’opzione. Il nostro protocollo di qualità ha inizio prima ancora che il metallo si solidifichi: utilizziamo un Spettrometro SPECTRO per eseguire la calibrazione in tempo reale della composizione chimica 100% sul piano del forno, garantendo che i rapporti esatti di carbonio e leghe siano fissati. Per eliminare il rischio di vuoti interni, il nostro impianto è dotato di attrezzature industriali Radiografia a raggi X per ispezioni volumetriche approfondite, insieme a Ispezione con particelle magnetiche (MPI) per individuare microscopiche crepe da fatica superficiali, invisibili a occhio nudo.
Ogni lotto spedito in tutto il mondo dal nostro stabilimento è accompagnato da un codice immutabile Rapporto di prova sui materiali (MTR) e una verifica dimensionale accurata effettuata dalle nostre macchine di misura a coordinate (CMM) Hexagon. Grazie al nostro rigoroso IATF 16949 Grazie al nostro sistema di gestione della qualità nel settore automobilistico, garantiamo la tracciabilità completa, dalla billetta di acciaio grezzo alla superficie finale lavorata con macchine CNC.
State progettando un componente complesso in acciaio al carbonio e cercate un partner produttivo in grado di gestire grandi volumi con una fornitura completa chiavi in mano (fusione + lavorazione CNC interna + finitura superficiale)?
Contatta oggi stesso Besser Engineers per un’analisi gratuita di DFM e fattibilitàApplicazioni industriali comprovate per i pezzi fusi in acciaio al carbonio
La combinazione di un’eccezionale resistenza allo snervamento, un’elevata tenacità agli urti e l’economicità della produzione con forme vicine al prodotto finale rende la fusione a cera persa dell’acciaio al carbonio il processo di riferimento per le industrie pesanti più esigenti al mondo. Nel Ferrovie e trasporti pubblici In questo settore, componenti quali i supporti dei carrelli delle sospensioni, i giunti di accoppiamento specializzati e le piastre degli scambi ferroviari si avvalgono di leghe a medio tenore di carbonio per resistere per decenni a sollecitazioni vibratorie incessanti e a carichi dinamici ingenti senza subire fratture.
Il Macchine agricole e da cantiere I settori dominati da colossi come John Deere e Caterpillar sono senza dubbio i maggiori utilizzatori di questa tecnologia. Gli attacchi a tre punti dei trattori, i denti delle fresatrici rotative per impieghi gravosi e le forcelle dei cilindri idraulici dei bulldozer richiedono l’elevata temprabilità dell’acciaio 4140 per resistere alla forte usura abrasiva causata dall’impatto con il terreno e le rocce, pur rimanendo economicamente vantaggiosi a volumi di produzione elevati. Infine, nel campo della Tecnologia dei fluidi e idraulica, le sofisticate capacità di realizzazione di anime interne offerte dalla fusione a cera persa consentono agli ingegneri di progettare corpi di pompe idrauliche complessi, alloggiamenti per valvole di controllo direzionale e blocchi collettori multiporta in acciaio WCB ad alta pressione, sostituendo i massicci gruppi di tubi saldati, soggetti a perdite, con un unico pezzo fuso monolitico e collaudato a pressione.



