Introduction
Metal casting is the direct conversion of liquid metal into complex, consolidated geometries in a precision-engineered mold cavity. In manufacturing with high stakes, particularly in B2B, shape is not the main benefit, but rather the combination of complex features in one long-lasting component. The engineers avoid the prohibitive cost of multi-stage CNC machining by obtaining near-net-shape results in a single operation, thereby achieving mechanical properties that are not achievable through assembly. In high-volume automotive parts or in the specialized turbine blades, the choice of the best casting process is the most important initial step in achieving a balance between structural integrity and the economics of lean production.
Sand Casting Manufacturing Process: Steps and Heavy-Duty Applications
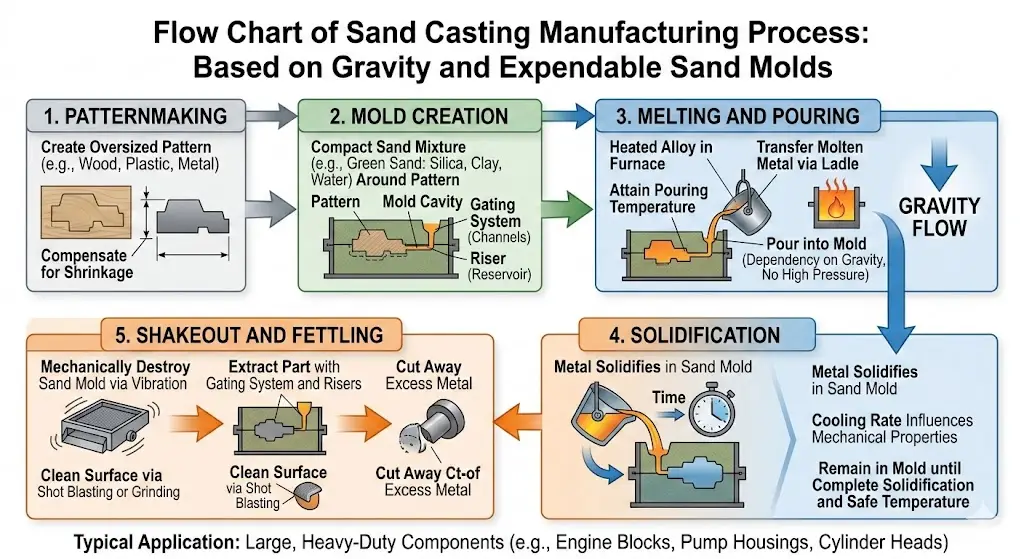
Sand casting is a type of casting that is mainly used in medium to low volume production of large heavy-duty parts like engine blocks, pump housings, and cylinder heads. It uses expendable sand molds to shape the metal.
Step-by-Step Process
- Patternmaking: This starts with the development of a pattern, which is usually of wood, plastic, or metal. The pattern is a perfect copy of the final product, except that it is designed a little larger to take into consideration the expected shrinkage of the molten metal during cooling.
- Mold Creation: The pattern is surrounded by a sand mixture that is compacted around the pattern to form the mold. Green sand is the most widespread type that is composed of silica sand, clay, and water. The mold design consists of a gating system, a system of channels that directs the liquid metal into the mold cavity, and risers, which serves as reservoirs of liquid metal to counter the shrinkage during solidification.
- Melting and Pouring: The alloy is heated in a furnace. After it attains the right pouring temperature, the molten metal is then transferred through ladles and poured into the gating system of the sand mold. This is solely dependent on gravity; there is no high pressure.
- Solidification: The metal that has been poured solidifies in the sand mold. The cooling rate has a direct influence on the end mechanical properties of the casting. The mold is then left in the part until it is completely solid and at a safe temperature.
- Shakeout and Fettling: The sand mold is destroyed mechanically through vibration in order to remove the casting. The extracted section consists of the main component and the solidified gating system and risers. This excess metal is cut away. Shot blasting or grinding is then used to clean the surface.
Pros & Cons of Sand Casting
| Category | Pros | Cons |
| Scale & Weight | Capable of producing the largest metal parts (up to several tons), such as machine tool bases and heavy engine blocks. | Higher weight-to-strength ratios compared to precision methods; less suitable for micro-components. |
| Initial Investment | Extremely low tooling and pattern costs, making it the most economical choice for prototypes and low-volume runs. | Higher per-unit labor costs due to the labor-intensive mold preparation and post-processing. |
| Material Flexibility | Compatible with almost all alloys, including high-melting-point ferrous metals like cast iron and carbon steel. | Potential for sand-related defects (e.g., sand inclusions or gas porosity) if the sand mixture is not precisely managed. |
| Geometric Complexity | Use of complex sand cores allows for intricate internal cavities and passages within large structures. | Dimensional Accuracy: Limited to CT10-CT13; critical mating surfaces require extensive secondary CNC machining. |
| Surface Quality | Suitable for heavy industrial aesthetics where a refined finish is not functionally required. | Surface Finish: High roughness (Ra 12.5-50 µm); requires shot blasting or grinding to remove the “sand-cast” texture. |
Sand casting is usually CT10 to CT13 dimensional and 12.5 to 50 u Ra surface finish. Secondary machining is common to critical mating surfaces because it does not naturally generate smooth finishes.
Investment Casting (Lost-Wax) Process: High Precision and Net-Shape
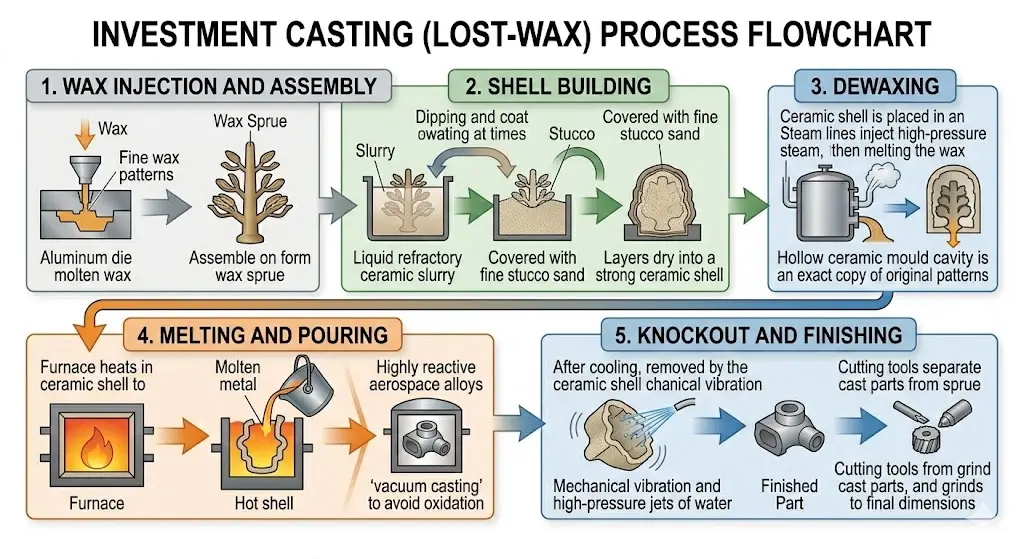
Investment casting, also referred to as the lost-wax process, is designed to be used on parts that need high accuracy, tight tolerances, and fineness. It is very efficient with hard to machine alloys such as stainless steel and is commonly applied to medical implants and aerospace parts.
Step-by-Step Process
- Wax Injection and Assembly: A fine wax pattern is made by injecting molten wax into an aluminum die. Several wax patterns are then fixed on a central wax sprue to create a structure referred to as a tree.
- Shell Building: Wax tree is immersed in a slurry of liquid refractory ceramic and then covered with fine stucco sand. This dipping and coating is done several times. The layers are left to dry and a strong ceramic shell is formed around the wax pattern.
- Dewaxing: The ceramic shell is put in an autoclave. The wax is melted by high-pressure steam, and the wax is forced out of the shell, leaving a hollow cavity of ceramic mould that is an exact copy of the original patterns.
- Melting and Pouring: The ceramic shell is heated to a high temperature to avoid thermal shock and allow the thin parts to flow. The hot molten metal is then poured into the hot shell. In the case of highly reactive aerospace alloys, this step may use vacuum casting to avoid oxidation and regulate the environmental factors.
- Knockout and Finishing: Once the metal has cooled, the ceramic shell is removed by mechanical vibration or high-pressure jets of water. The parts are cast separately and cut out of the main sprue and ground to final dimensions.
Pros & Cons of Investment Casting
| Category | Pros | Cons |
| Dimensional Accuracy | Superior Precision: Routinely achieves CT4 to CT6 tolerances, significantly reducing the need for secondary CNC machining. | Lower tolerance for extremely large parts compared to sand casting; best suited for components under 50kg. |
| Surface Integrity | Smooth Finishes: Produces exceptional surface quality (Ra 1.6 to 6.3 µm), ideal for medical implants and aerospace blades. | Ceramic shell preparation is time-consuming, leading to longer lead times compared to sand casting. |
| Geometric Freedom | Intricate Complexity: Capable of forming thin walls (down to 1mm) and complex internal passages without draft angles. | High initial cost for the aluminum wax-injection dies; not economical for extremely low-volume “one-off” parts. |
| Material Range | Hard Alloy Compatibility: The most effective method for casting “unmachinable” metals like stainless steel and superalloys. | Higher material costs for refractory ceramics and specialized wax compared to sand. |
Investment casting provides a dimensional precision of CT4 to CT6 and a surface finish of Ra 1.6 to 6.3 µm. This near-net-shape feature removes most of the secondary machining, which directly saves money on hard-to-cut metals.
For components demanding the absolute highest surface finish and tightest tolerances, silica sol investment casting represents the premier standard within this category. Facilities explicitly dedicated to this advanced process, such as Bessercast, routinely achieve Ra 1.6-3.2 µm finishes for stainless steel and complex alloys. While the industry standard typically clusters at CT6, specialized silica sol production can maintain a full-dimension CT6 tolerance, with critical features engineered to reach CT5 or even CT4 precision, providing direct technical support to translate intricate CAD designs into net-shape reality.
Die Casting Manufacturing Process: Speed and Thin-Wall Capability
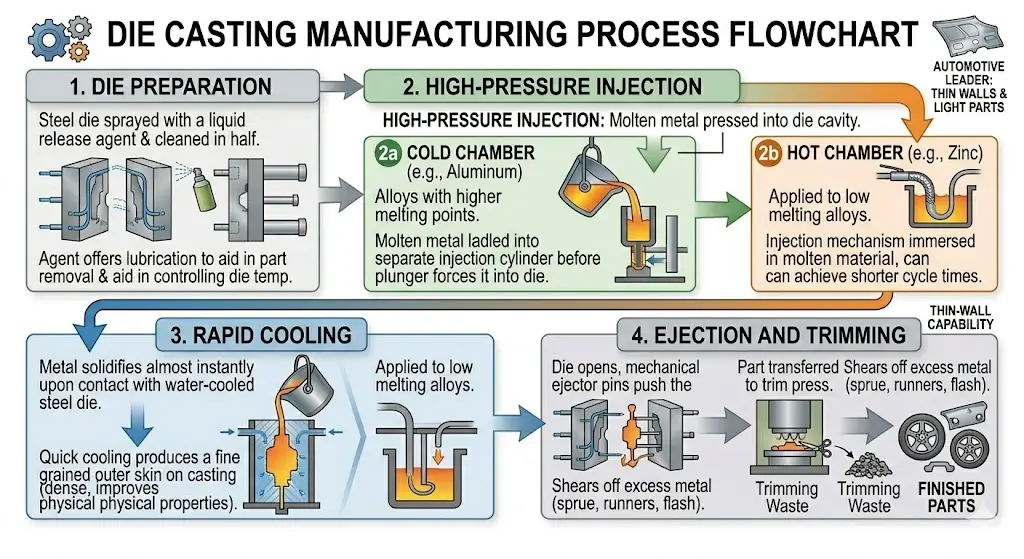
Die casting is an automated and high-speed production method that involves high pressure injection of liquid metal into a reusable steel mold, referred to as a die. This is a conceptually similar casting process to plastic injection molding, but is intended to be used with metal. It is the leader in the automotive industry in the production of thin walls and light automotive parts.
Step-by-Step Process
- Die Preparation: The steel die is sprayed with a liquid release agent and cleaned in half. This agent offers lubrication to aid in part removal and aid in controlling the temperature of the die. The halves of the die are then clamped together with a very high degree of mechanical force.
- High-Pressure Injection: The molten metal is pressed into the die cavity. This is done in pressure die casting through two major systems:
- Cold Chamber: Used for alloys with higher melting points (like aluminum). The molten metal is ladled into a separate injection cylinder before a plunger forces it into the die.
- Hot Chamber: Applied to low melting alloys (such as zinc). The injection mechanism is immersed in the molten material, and it can be used to achieve shorter cycle times.
- Rapid Cooling: The metal solidifies almost instantly upon contact with the water-cooled steel die. This quick cooling produces a fine grained outer skin on the casting that is dense and improves the physical properties of the casting.
- Ejection and Trimming: The die opens, and mechanical ejector pins push the solidified part out of the cavity. The part is then transferred to a trim press, which shears off the excess metal, including the sprue, runners, and flash.
Pros & Cons of Die Casting
| Category | Pros | Cons |
| Production Velocity | Mass Production: Capable of cycle times measured in seconds; ideal for hundreds of thousands of identical automotive parts. | Inflexible to design changes once the steel die is fabricated; modifications are costly and time-consuming. |
| Geometric Precision | Thin Walls: Can achieve wall thicknesses as low as 1mm while maintaining high dimensional accuracy. | High risk of internal gas porosity due to the high-speed, turbulent injection of metal. |
| Economic Scale | Low Per-Unit Cost: Once tooling is amortized, it offers the lowest labor cost per part of any casting method. | Prohibitive Entry Cost: Initial investment for hardened steel dies and high-pressure machinery is substantial. |
| Surface Finish | Smooth Finishes: Produces excellent surface quality (Ra 0.8–3.2 µm) that often requires no further processing. | Material Limits: Limited primarily to non-ferrous metals with lower melting points (Aluminum, Zinc, Magnesium). |
| Part Consistency | High Repeatability: Ensures every part in a large run is identical to the first, within very tight tolerances. | Parts are generally smaller in scale compared to the multi-ton capacities of sand casting. |
Die casting is best suited to mass production, which can be used to produce hundreds of thousands of the same part. Although the initial tooling cost is high, the per-part cost is extremely low at large volumes. Similar variations are gravity die casting, where permanent metal molds are used, but the pressure is not injection pressure.
Centrifugal Casting Process: High Density for Cylindrical Parts
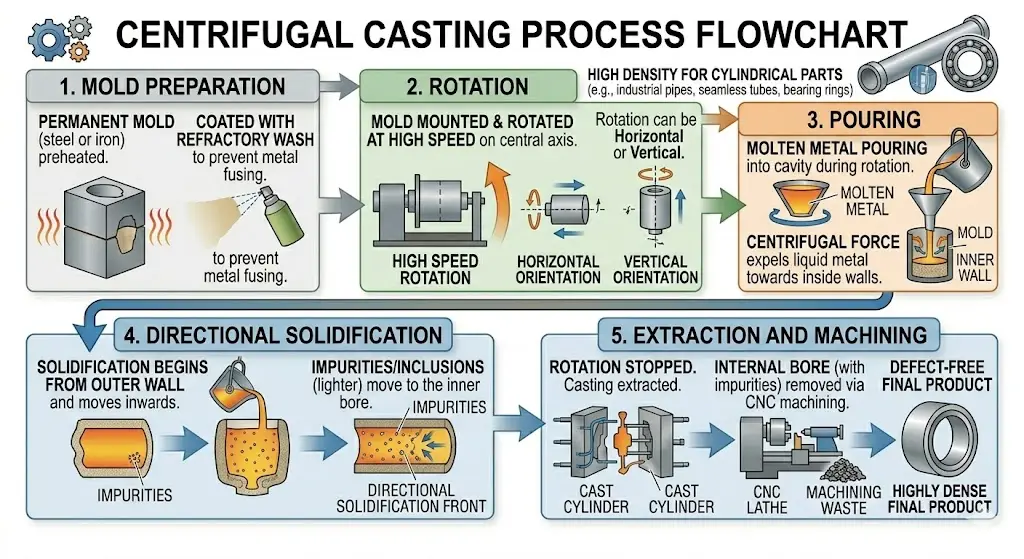
Centrifugal casting is a specialized form of casting that is mostly employed to produce symmetrical and cylindrical parts like industrial pipes, seamless tubes and bearing rings.
Step-by-Step Process
- Mold Preparation: A permanent mold is usually composed of steel or iron, which is covered with a refractory wash to ensure that the molten metal does not fuse with the mold material.
- Rotation: The mold is rotated at high speed on its central axis. This rotation may be horizontal or vertical depending on the length and diameter of the part required.
- Pouring: The molten metal is poured into the cavity as the mold is rotating. The centrifugal force expels the liquid metal towards the inside walls of the mold.
- Directional Solidification: The metal is solidified starting with the outer wall and moving inwards. Since the impurities and inclusions are lighter than the base metal, the centrifugal force causes them to move to the inner bore of the casting.
- Extraction and Machining: The rotation is stopped, and the casting is extracted. The internal bore, which contains all the accumulated impurities, is subsequently removed via CNC machining, leaving a highly dense, defect-free final product.
Pros and Cons of Centrifugal Casting
| Category | Pros | Cons |
| Metallurgical Integrity | Extreme Density: Produces a fine-grained, high-density structure free from gas porosity and shrinkage cavities. | Limited strictly to symmetrical, cylindrical, or hollow geometries; cannot produce complex shapes. |
| Purity Control | Impurity Segregation: Naturally drives lighter impurities to the inner bore for easy mechanical removal. | Requires significant secondary machining to clean the inner diameter (ID) of the casting. |
| Material Yield | No Gating System: Eliminates the need for traditional sprues, runners, and risers, resulting in high material efficiency. | Higher equipment maintenance costs due to the high-speed mechanical rotation and vibration management. |
| Mechanical Properties | Superior Strength: Yields physical properties comparable to forged parts, ideal for high-pressure industrial pipes. | The outer diameter (OD) is limited by the physical size of the rotating mold machinery. |
| Flexibility | Wide Range: Can be used for a variety of metals, including ferrous and non-ferrous alloys, for large-scale industrial use. | Longer setup times for balancing the mold to ensure safety at high speed. |
To accommodate specific requirements across various industries, manufacturers also employ alternative types of casting. These include permanent mold casting for repeatable medium-volume runs, continuous casting for producing long metal slabs or billets, plaster casting for specialized aluminum parts, and foam casting or lost foam casting, which utilize evaporating polystyrene patterns to create complex geometries without traditional mold parting lines.
Common Materials Used in Casting and How They Dictate the Process
The casting technique is determined by the material that is needed in the final product. Various materials have varying melting points, fluidity, and cooling shrinkage rates. The alloys processed by manufacturers are very diverse, and they are divided mostly into ferrous and non-ferrous.
| Material Category | Primary Alloys | Key Physical Properties | Recommended Casting Method | Industrial Application |
| Ferrous Metals (High Melting Point) | Cast Iron (Gray, Ductile) | Excellent fluidity; superior vibration damping; high carbon content. | Sand Casting | Engine blocks, machine tool bases, heavy industrial housings. |
| Stainless Steel (304, 316) | Extreme melting temperatures; high corrosion resistance; difficult to machine. | Investment Casting | Medical implants, high-pressure valves, food processing equipment. | |
| Carbon Steel | High tensile strength; significant shrinkage during solidification. | Sand or Investment Casting | Structural metal parts, railway components, heavy gears. | |
| Non-Ferrous Metals (Low Melting Point) | Aluminum Alloys (A380, ADC12) | High fluidity; lightweight; excellent thermal conductivity. | Die Casting (Cold Chamber) | Automotive components, electronics enclosures, heat sinks. |
| Zinc Alloys (Zamak) | Very low melting point; high ductility; non-sparking. | Die Casting (Hot Chamber) | Consumer goods, intricate hardware, lock components. | |
| Magnesium Alloys | Lowest density among structural metals; high strength-to-weight ratio. | High Pressure Die Casting | Aerospace frames, portable power tool housings. | |
| Copper & Brass | Superior electrical conductivity; antimicrobial properties. | Sand, Investment, or Gravity Die Casting | Electrical connectors, marine hardware, plumbing fixtures. |
Following the initial casting, many components undergo precise heat treatment processes to alter their internal microstructure, thereby increasing hardness, yield strength, or ductility to meet exact engineering specifications.
Quality Assurance: NDT and Defect Control in Casting
Quality assurance of metal casting requires a high level of defect control. Common defects include shrinkage cavities (holes created by the contraction of the metal during cooling), porosity (bubbles of gases trapped in the molten metal), and cold shuts (when two streams of molten metal fail to merge together).
Non-Destructive Testing (NDT) is used by foundries to determine the structural integrity of the components. X-ray inspection (Radiographic Testing) is utilized to determine internal voids and cracks without damaging the part. Ultrasonic Testing is a sound wave method that is of high frequency and is used to test the internal material density, and Magnetic Particle Testing and Penetrant Testing are used to show the microscopic surface defects.
The Ultimate Decision Guide: Matching Product to the Right Process
The choice of the appropriate casting process is a business choice that is made on four basic pillars, which include the volume of production, accuracy of the dimension, complexity of the geometry, and the type of material.
| Casting Method | Optimal Volume | Tooling Cost | Dimensional Accuracy | Typical Materials | Best For |
| Sand Casting | Low to Medium | Low | Low (CT10-CT13) | Ferrous metals, Cast Iron | Large, heavy components, engine blocks. |
| Investment Casting | Medium to High | Medium | High (CT4-CT6) | Stainless steel, high-temp alloys | High precision, complex internal cavities, medical implants. |
| Die Casting | Very High | Very High | High (CT4-CT8) | Aluminum, Zinc, Magnesium | Thin walls, high speed mass production, consumer goods. |
| Centrifugal Casting | Low to High | Medium | Medium (CT7-CT10) | Steel, Iron, Copper alloys | Symmetrical cylindrical parts, high-density requirements. |
By examining different metals and drawing them on this matrix, engineers can determine the most cost-effective manufacturing route. In a project that requires ten thousand aluminum enclosures with thin walls, pressure die casting is the only possible solution. Conversely, in cases where a project needs fifty very detailed 316 stainless steel pump impellers, investment casting is the only casting method that can produce the required dimensional accuracy without the machining cost being prohibitive. Silica sol investment casting must be the preferred option in the situation when high precision is the main factor and the requirements are beyond the standard tolerances to achieve the maximum accuracy and surface integrity.
Conclusion
The logic of metal casting is the logic of engineering optimization. There is no universally superior manufacturing process; there is only the most efficient alignment of material, volume, and geometry. By leveraging the sand casting method for mass, die casting for speed, or investment casting for precision, manufacturers secure a competitive edge in both mechanical performance and ROI.
For projects requiring the uncompromising precision of silica sol techniques, Bessercast provides the technical infrastructure to maintain CT6 to CT4 tolerances across complex stainless steel geometries. Today, contact our engineering team to have a thorough review of DFM to find out the most cost effective casting route to your particular needs.





