はじめに
金属製造業界において、精密鋳造とダイカストは、複雑な金属部品を製造するための最も一般的な手法です。両者とも最終的には同じ目的で利用できますが、製造プロセス、材料消費量、コスト効率の点では大きく異なります。これらの違いは、エンジニアや製造業者が自身のプロジェクトに適切な手法を選択する上で重要な要素となります。.
では、精密鋳造とダイカストの違いは何でしょうか。本稿では、これら2つの鋳造技術の極めて重要な違いについて、明確に解説します。それぞれのプロセス、メリット、制約、および最適な用途を検討することで、製造要件に応じて適切な選択ができるようになるでしょう。.
インベストメント鋳造とは?
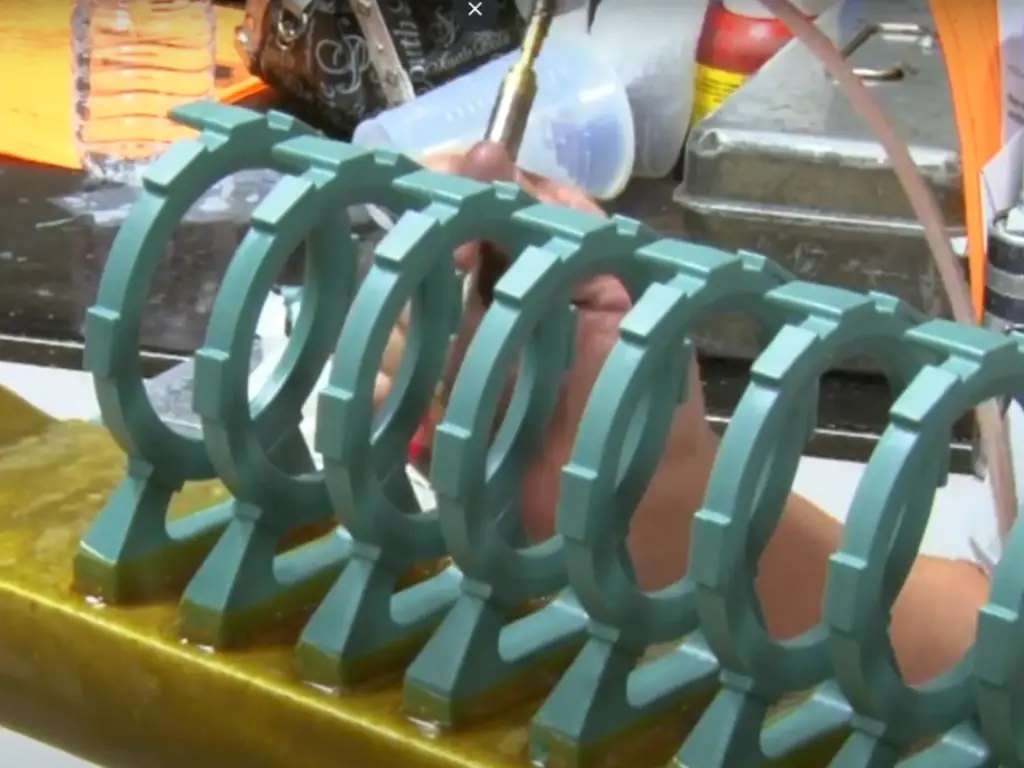
精密鋳造とも呼ばれるインベストメント鋳造は、蝋モデルとセラミックシェルによる被覆を用いて鋳型を作成する工程です。鋳型が完成すると、そこに溶融金属を注ぎ込み、溶けて消失した蝋型が占めていた空隙を充填します。このプロセスでは高精度な部品を製造できるため、寸法の精度が極めて重要な用途において最適な選択肢となります。また、他の金属鋳造プロセスでは製造が困難、あるいは不可能な複雑な形状の部品も製造可能です。.
精密鋳造は、いくつかの工程からなる製造プロセスです。まず、蝋型を詳細に作成します。その後、その蝋型をセラミックスラリーに数回浸漬し、鋳型としての形状を形成します。次に、蝋型を加熱して蝋を取り除き、セラミックを硬化させます。その後、溶融金属を鋳型に流し込み、鋳造部品を成形します。この技術は、最終部品が精密な寸法や複雑な形状を厳密に満たす必要があるプロジェクトの要件を満たすのに最適です。ステンレス鋼、チタン、コバルトクロムなどの金属で作られる高精度部品の製造に広く用いられています。.
現代の鋳造業界では、さまざまな性能やコストの要件を満たすため、インベストメント鋳造も多様な特殊な形態へと発展してきました。その中でも最も優れたものは、シリカゾルを用いたインベストメント鋳造であり、高い表面品質と寸法精度を備え、かつ環境に優しいという特徴があります。.
利点と制限:
| メリット | 制限事項 |
| 公差が厳格(±0.1mm)で、高精度です。. | ダイカストに比べて生産速度が遅い。. |
| 複雑な形状や、精巧なディテールが求められる部品に最適です。. | 生産速度が遅いため、大量生産の場合、単位当たりのコストが高くなる。. |
| 小ロット生産に最適で、カスタムデザインにも柔軟に対応できます。. | 少量生産用の金型は、より高価です。. |
| 表面仕上げが極めて良好で、後処理の必要性を低減します。. |
ダイカストとは?
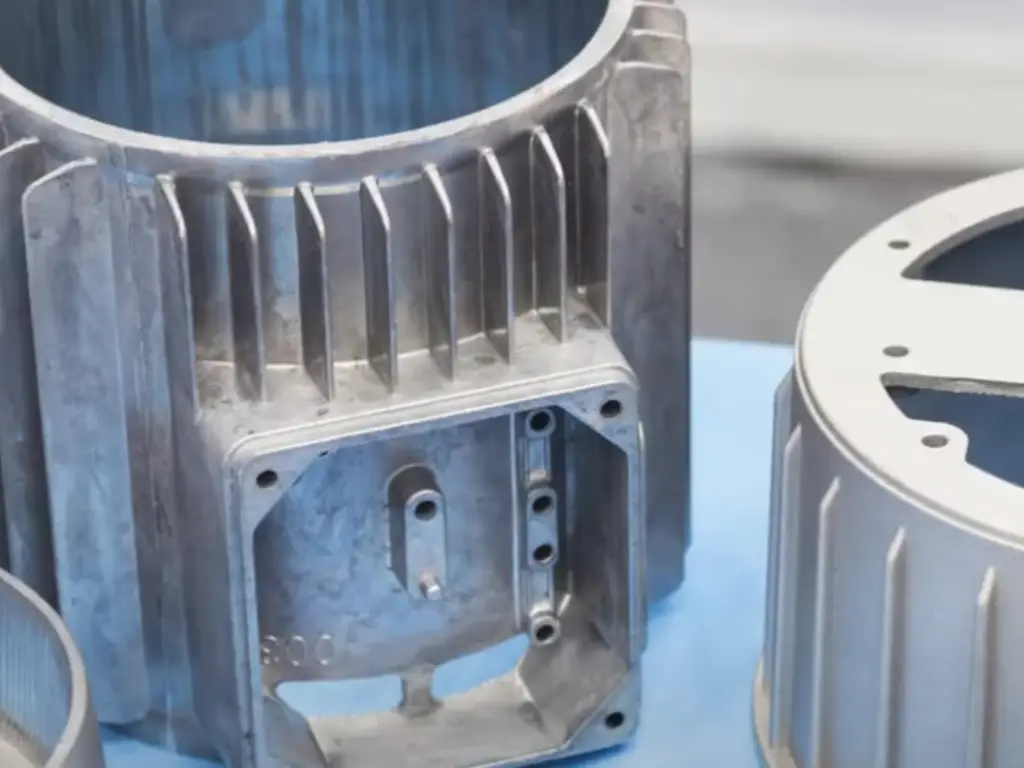
ダイカストとは、溶融金属を高圧下で金属金型に射出する製造プロセスです。これは、表面が滑らかで寸法精度の高い部品を製造するのに最適な方法です。ダイカストは、インベストメント鋳造とは異なり、高速生産が求められる部品の大量生産において非常に有用であるという独自の利点があります。均一な部品を大量に必要とするさまざまな用途において、優れた選択肢となります。.
ダイカスト成形プロセスは、まず金型を予熱することから始まり、その後、高圧の溶融金属が金型キャビティに射出されます。金属を急速に冷却・凝固させることで、最終的な部品が完成します。ダイカスト成形でよく使用される材料には、アルミニウム、亜鉛、マグネシウム合金などがあります。また、ダイカスト成形は、高い再現性と優れた機械的特性が求められる部品に最適であり、一貫性と耐久性が極めて重要な自動車や電子機器などの業界において、最良の選択肢となっています。.
利点と制限:
| メリット | 制限事項 |
| 生産速度が速く、再現性が高いため、大量生産に最適です。. | 使用できる材料の種類は限られており、主にアルミニウムや亜鉛などの非鉄金属が用いられる。. |
| 大量生産による単位当たりのコストが低い。. | 初期の金型コストは高いが、インベストメント鋳造用の金型よりも耐久性が高い。. |
| 表面仕上げが良好で、その後の後処理の必要性を低減します。. | 小ロット生産や非常に複雑な形状の場合、柔軟性が低くなる。. |
| より大きな部品をより速いペースで生産できる。. |
精密鋳造とダイカストの比較:詳細な解説
インベストメント鋳造とダイカストを比較するにあたっては、精度、材料の選定、金型のコスト、生産速度、表面仕上げなど、さまざまな重要な要素が関わってきます。こうした要因によって、それぞれの製造ニーズに対してどのプロセスが適切であるかが決まります。.
精度
ロストワックス鋳造は、極めて高い精度を特徴とし、公差は±0.1mmという狭さを実現します。このため、航空宇宙や医療機器など、非常に細かいディテールや厳密な仕様が不可欠な業界に最適です。鋳造法として、ロストワックス鋳造は、極めて厳しい公差や複雑な形状が求められる部品を扱う際に、より優れた選択肢であるとよく考えられています。インベストメント鋳造の工程では、ワックス原型を作成し、その表面にセラミックシェルを被覆した後、ワックスを溶かし出して溶融金属を注ぐための鋳型を形成します。こうして得られるインベストメント鋳造部品は精度が非常に高いため、高精度が求められる用途に最適です。.
一方、ダイカストも非常に高精度ですが、公差は±0.25mmとやや緩めです。ロストワックス鋳造ほど正確ではありませんが、高速生産や大量生産が求められる鋳造方法としては、より適した選択肢と言えます。優れた寸法精度を備えており、自動車部品などの大量生産に広く利用されています。.
対応素材
インベストメント鋳造で使用できる材料の種類は多岐にわたり、鉄系、ステンレス鋼、チタン、コバルト・クロム合金などが含まれます。高強度かつ耐食性に優れた用途において、これらの材料は広く採用されています。.
それに対して、アルミニウム、亜鉛、マグネシウム合金は主にダイカストに用いられており、特に大量生産においてその用途が広いため、ダイカストはこうした用途に適した成形法となっています。これらはすべて非鉄金属であり、軽量で優れた機械的特性を備えていますが、利用可能な材料の種類はインベストメント鋳造に比べて少ないです。.
金型費用
インベストメント鋳造は、特に中小ロットの生産において、金型コストが比較的安価です。これは、金型が蝋モデルをセラミックで被覆して作られるためであり、ダイカストの鋼製金型に比べてコストが安いからです。.
一方、ダイカスト金型は鋼製であり、初期費用が高額です。これらの金型は初期費用はかかりますが、耐用年数が長い可能性があり、大量生産に適しているため、長期的には費用対効果が高いと言えます。.
生産速度
精密鋳造では、鋳型の精巧な製作や金属の鋳造に時間がかかるため、工程に時間がかかります。生産速度が遅いという点は、小ロット生産や複雑な部品の製造に適しているという利点があります。.
一方、ダイカストは生産速度が高いため、短期間で部品を大量に製造するのに最適な方法です。ダイカストでは、金型を短時間で充填できるよう高圧が加えられるため、製造プロセス全体が迅速に進みます。.
表面仕上げ
これら2つのプロセスはいずれも優れた表面仕上げを実現しますが、仕上げの品質には違いがあります。特にインベストメント鋳造は、複雑な形状の部品においても非常に良好な表面仕上げが得られるため、追加の後処理が不要です。.
ダイカストも滑らかな表面仕上げが得られるものの、通常は他の工法に比べて仕上げ工程が少なくて済みますが、場合によってはロストワックス鋳造ほどの精度が得られないこともあります。.
バッチサイズと用途
航空宇宙、医療、軍事産業などの小ロット生産や複雑な部品の製造には、インベストメント鋳造を採用すべきです。このプロセスは、複雑な形状を持つ部品や、非常に小型の部品を製造する際に非常に効果的です。.
ダイカストは、自動車製造、電子機器、家電製品など、さまざまな産業で必要とされる、より基本的な部品の大量生産に適しており、特に納期や生産数量が重視される場面でその真価を発揮します。.
| 比較の観点 | 精密鋳造 | オーディション |
| 精度 | 極めて高い(±0.1mm) | 高(±0.25mm) |
| 対応素材 | 各種鋼材、チタン合金 | 主にアルミニウム、亜鉛、マグネシウム合金 |
| 金型費用 | 金型コストの削減 | 金型費の高騰 |
| 生産速度 | 遅い | もっと速く |
| 表面仕上げ | 素晴らしい | とても滑らか |
| バッチサイズ | 少量生産 | 大量ロット |
| 用途 | 航空宇宙、医療、軍事 | 自動車、電子機器、家電製品 |
💡 主なポイント: プロジェクトで複雑な形状や精密な部品、小ロットの生産が必要な場合は、インベストメント鋳造が最適です。一方、低コストで大量生産や短納期が求められる場合は、ダイカストが他の鋳造法よりも優れています。.
産業分野での応用
精密鋳造の用途
ロストワックス鋳造としても知られるインベストメント鋳造には、いくつかの重要な利点があり、複雑な形状や高精度が求められる部品の製造に最適です。この鋳造法は、複雑な形状や厳しい公差が不可欠な産業で広く利用されています。以下に、さまざまな分野におけるインベストメント鋳造の用途を紹介します。
| 産業 | 用途 | 部品の例 |
| 航空宇宙 | 高精度、軽量、かつ高強度の材料が求められる部品 | タービンブレード、エンジン部品、排気ノズル、構造部品 |
| 医療機器 | 高い生体適合性と精度が求められる医療用インプラントおよび医療機器 | 人工股関節置換術、歯科インプラント、手術器具 |
| 軍事 | 防衛システムおよび兵器向けの耐久性に優れ、高精度な部品 | 銃の部品、装甲板、軍用車両の部品 |
| 自動車 | 高精度が求められる、高性能かつ軽量な部品 | ターボチャージャー、燃料噴射装置、バルブシート、エキゾーストマニホールド |
| エネルギー | タービンやバルブなどの発電用部品 | 蒸気タービンブレード、発電所用部品、バルブ本体 |
| 産業用機器 | 機械・工具向けの高品質な部品 | ポンプ、バルブ本体、歯車部品、コンプレッサー部品 |
実際、精密鋳造技術はさまざまな亜種へと発展しており、その中でもシリカゾル精密鋳造がますます普及しています。シリカゾル鋳造は、従来の水ガラス鋳造とは対照的に、より高い精度、より厳しい公差、優れた表面仕上げ(Ra ≤ 1.6 μm)、および低変形という特長を備えており、そのため、高い耐食性と寸法安定性が求められるステンレス鋼や合金部品の製造に広く採用されています。例えば、 ベッサーキャスト, 当社は、シリカゾル失蝕鋳造法を用いた高品質なステンレス鋼部品の製造を専門としています。数十年にわたる経験と最先端の生産ラインを活かし、自動車、ポンプ・バルブ、船舶業界のお客様に対し、安定した性能、加工コストの削減、そして優れた製品の一貫性の実現を支援しています。.
ダイカストの用途
ダイカストは、大量生産が可能な高速な製造システムであり、高精度で信頼性の高い部品の製造に用いられています。特に、細部の造形が精巧な金属部品を大量に必要とする業界において有用です。各分野における用途は以下の通りです:
| 産業 | 用途 | 部品の例 |
| 自動車 | 自動車用部品、特にエンジン部品および車体部品の量産 | エンジンブロック、ギアボックス、トランスミッションハウジング、ホイールリム |
| 民生用電子機器 | 軽量で耐久性に優れた筐体および内部部品の迅速な製造 | スマートフォンケース、ノートパソコンの筐体、テレビのフレーム、カメラ本体 |
| 産業用機器 | 機械および重機用部品の大量生産 | ポンプハウジング、コンプレッサー本体、高圧ダイカスト製バルブ |
| 家電製品 | さまざまな家庭用品向けの高品質で耐久性に優れた部品の製造 | 電気扇風機の羽根、家電製品の筐体、モーター部品 |
| 電気通信 | 通信機器・装置用部品 | 通信機器用アンテナ部品、ブラケット、筐体 |
| おもちゃとレクリエーション | おもちゃやレクリエーション用品向けの、軽量で耐久性に優れた部品 | 玩具の部品、自転車のフレーム、レクリエーション用車両の部品 |
コストと効率に関する考慮事項
ロストワックス鋳造とダイカストという2つの鋳造方式を、コストと効率の観点から比較する際には、いくつかの要素を考慮する必要があります。ロストワックス鋳造は金型コストの面で安価ですが、生産速度が遅く、単位当たりのコストが高いため、大量生産の場合にはコストが高くなる可能性があります。しかし、設計の自由度が高く、少量で高精度な部品をバッチ生産する場合においては、その利点が発揮されます。.
一方、ダイカストは生産速度が速いため、大量生産に適しています。金型の初期費用は高くなりますが、部品の大量生産が必要なプロジェクトでは、結果的にコストを抑えられる場合があります。ダイカストは、部品を迅速に、かつ安定した品質で製造できるため、大量生産においては時間とコストの面でより効率的な製造プロセスと言えます。.
精密鋳造とダイカストのどちらを選ぶべきか
精密鋳造とダイカストのどちらを採用するかを決定するには、いくつかの要素を考慮する必要があります:
- 素材が鋼、チタン、またはその他の高精度金属である場合は、インベストメント鋳造が適しています。.
- アルミニウムや亜鉛の素材を使用し、大量生産が必要な場合は、ダイカストが最適な解決策となります。.
- 複雑な形状や小ロットの生産には、精密鋳造が適しています。.
- 単位コストが高めで、かつ大量生産される部品の場合、ダイカスト成形の方が適しています。.
ダイカストだけが選択肢というわけではありません。最も一般的な鋳造方法である砂型鋳造との比較については、当社の「ロストワックス鋳造と砂型鋳造の比較ガイド」をご覧ください。.
結論
要約すると、インベストメント鋳造とダイカストは、プロジェクトのニーズに応じて、それぞれ独自のメリットやデメリットがあります。インベストメント鋳造は、少量生産される高精度かつ複雑な部品の製造に最適であるのに対し、ダイカストは、再現性が高く効率的な部品の大量生産に適しています。.



