はじめに
金属鋳造とは、精密に設計された鋳型キャビティ内で、溶融金属を直接、複雑で緻密な形状へと成形するプロセスです。特にB2B分野など、リスクの高い製造においては、形状そのものが主な利点ではなく、1つの耐久性に優れた部品に複雑な形状特性を組み合わせることが重要となります。エンジニアたちは、単一の工程でニアネットシェイプに近い形状を実現することで、多段階のCNC加工に伴う法外なコストを回避し、それによって組立では達成できない機械的特性を獲得しています。大量生産される自動車部品や特殊なタービンブレードにおいて、最適な鋳造プロセスの選定は、構造的完全性とリーン生産の経済性とのバランスを実現するための、最も重要な最初のステップとなります。.
砂型鋳造の製造工程:手順と重負荷用途
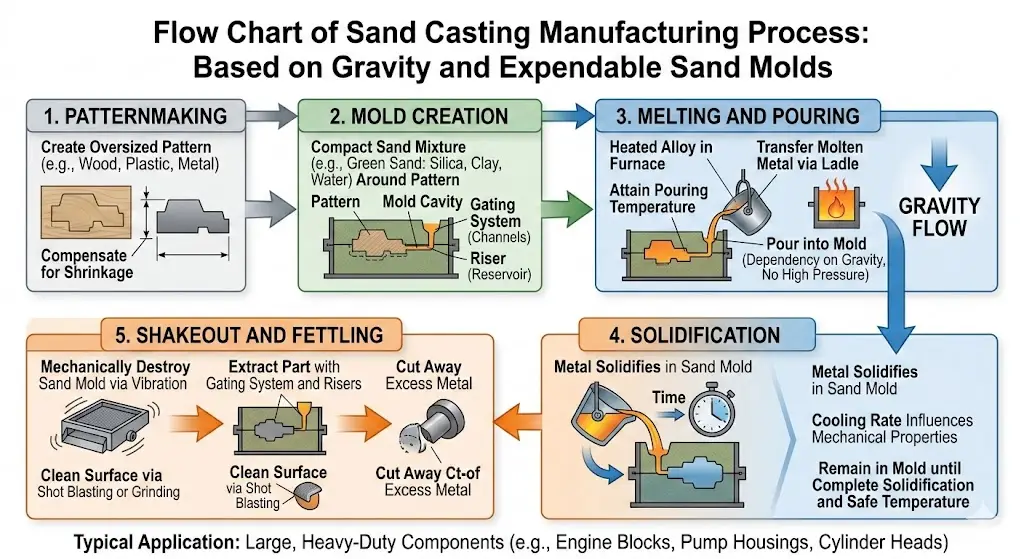
砂型鋳造は、エンジンブロック、ポンプハウジング、シリンダーヘッドなどの大型で頑丈な部品を、中~小ロットで生産する際に主に用いられる鋳造法です。この方法では、使い捨ての砂型を用いて金属を成形します。.
手順ごとのプロセス
- パターンメイキング: まず、通常は木材、プラスチック、または金属で作られた原型が製作されます。この原型は完成品の完全な複製ですが、冷却時に溶融金属が収縮することを考慮して、若干大きめに設計されています。.
- 金型の製作: 鋳型は砂の混合物で囲まれており、この砂が鋳型周囲で締め固められて鋳型が形成されます。グリーンサンドは最も広く使用されているタイプで、珪砂、粘土、水から構成されています。鋳型の設計には、ゲートシステム(溶融金属を鋳型キャビティへと導く流路系)と、凝固時の収縮を補うための溶融金属の貯留槽として機能するライザーが含まれます。.
- 溶かして流し込む: 合金は炉内で加熱されます。適切な鋳込み温度に達すると、溶融金属は取鍋を経て、砂型に設けられたゲートシステムに注がれます。この工程は重力のみに依存しており、高圧は一切加えられません。.
- 凝固: 注がれた金属は、砂型の中で凝固します。冷却速度は、鋳物の最終的な機械的特性に直接影響を与えます。その後、鋳物が完全に凝固し、安全な温度になるまで、型は鋳物に取り付けたままにしておきます。.
- シェイクアウトとフェトリング: 鋳物を取り出すために、振動によって砂型を機械的に破壊します。取り出された部品は、主部品と、凝固したゲート系およびライザーで構成されています。この余分な金属は切削で取り除かれます。その後、ショットブラストまたは研削を行い、表面を洗浄します。.
砂型鋳造のメリットとデメリット
| カテゴリ | メリット | デメリット |
| サイズと重量 | 工作機械のベースや大型エンジンブロックなど、最大数トン規模の金属部品の製造が可能です。. | 精密な測定法に比べて重量対強度比が高い。微小部品にはあまり適していない。. |
| 初期投資 | 金型や原型のコストが極めて低いため、試作品や少量生産において最も経済的な選択肢となります。. | 金型の準備や後処理に多くの労力を要するため、単位当たりの人件費が高くなる。. |
| 材料の柔軟性 | 鋳鉄や炭素鋼などの高融点鉄系金属を含め、ほぼすべての合金に対応しています。. | 砂の混合を正確に管理しない場合、砂に起因する欠陥(砂の混入やガス空隙など)が生じる可能性があります。. |
| 幾何学的複雑性 | 複雑な形状の砂型を使用することで、大型構造物内部に精巧な空洞や通路を設けることが可能になる。. | 寸法精度:CT10~CT13に限定されます。重要な嵌合面については、大規模な二次CNC加工が必要となります。. |
| 表面品質 | 洗練された仕上げが機能的に必要とされない、重工業的なデザインに適しています。. | 表面仕上げ:粗さが大きい(Ra 12.5~50 µm)。「砂型鋳造」特有の質感を除去するために、ショットブラストまたは研削加工が必要である。. |
砂型鋳造では、通常、寸法公差はCT10~CT13、表面粗さは12.5~50 u Raとなります。この鋳造法では、本来滑らかな表面仕上げが得られないため、重要な嵌合面に対しては二次加工が行われることが一般的です。.
精密鋳造(ロストワックス法):高精度かつ成形済み形状
ロストワックス法とも呼ばれる精密鋳造は、高い精度、厳しい公差、そして微細な仕上げが求められる部品の製造に適しています。ステンレス鋼など、機械加工が困難な合金に対して非常に効率的であり、医療用インプラントや航空宇宙部品に広く採用されています。.
手順ごとのプロセス
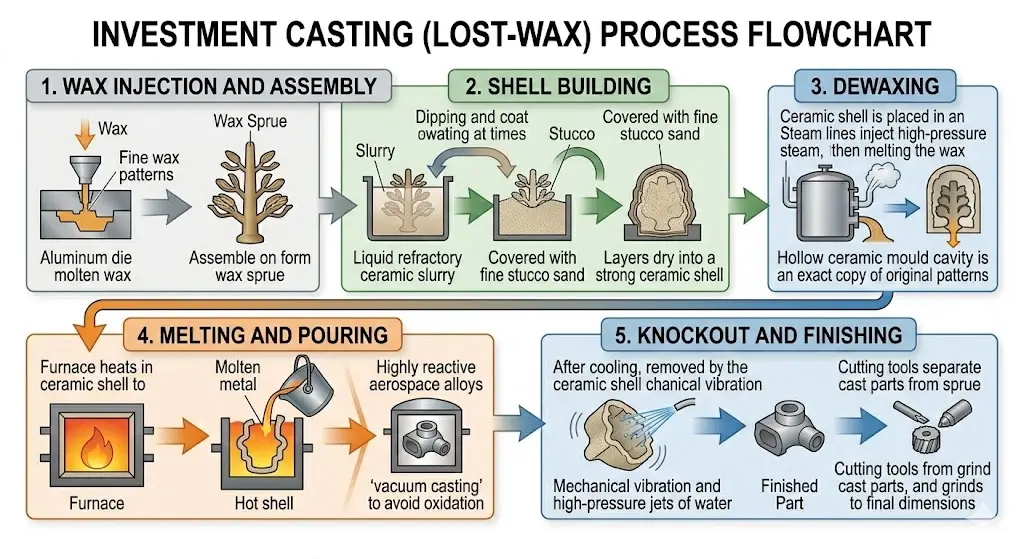
- ワックス射出成形および組立: アルミニウム製の金型に溶融ワックスを注入することで、精巧なワックス原型が作られます。その後、複数のワックス原型を中央のワックススプルーに取り付けて、「ツリー」と呼ばれる構造体を形成します。.
- シェル・ビルディング: ワックス型を液体耐火セラミックスラリーに浸し、その上に細かいスタッコ用砂をまぶします。この浸漬と被覆の工程を数回繰り返します。各層を乾燥させると、ワックス型の周囲に強固なセラミックシェルが形成されます。.
- ワックス脱毛: セラミック製のシェルをオートクレーブに入れます。高圧蒸気によってワックスが溶かされ、シェルから押し出されることで、元の型と完全に同一の中空のセラミック鋳型が残ります。.
- 溶かして流し込む: セラミック製の鋳型を高温に加熱し、熱衝撃を防ぎ、薄い部分が流動するようにします。その後、高温の溶融金属をこの加熱された鋳型に注ぎ込みます。反応性の高い航空宇宙用合金の場合、この工程では、酸化を防ぎ、環境要因を制御するために、真空鋳造が用いられることがあります。.
- ノックアウト および仕上げ: 金属が冷却された後、機械的な振動または高圧の水噴射によってセラミックシェルが取り除かれます。部品は個別に鋳造され、主鋳口から切り出された後、最終寸法になるまで研磨されます。.
精密鋳造のメリットとデメリット
| カテゴリ | メリット | デメリット |
| 寸法精度 | 卓越した精度:CT4~CT6の公差を常時達成し、二次的なCNC加工の必要性を大幅に低減します。. | 砂型鋳造に比べ、極めて大型の部品に対する公差許容範囲が狭い。50kg未満の部品に最も適している。. |
| 表面の完全性 | 滑らかな仕上げ:卓越した表面品質(Ra 1.6~6.3 µm)を実現し、医療用インプラントや航空宇宙用ブレードに最適です。. | セラミックシェルの作製には時間がかかるため、砂型鋳造に比べてリードタイムが長くなります。. |
| 幾何学的な自由 | 精巧な複雑形状:抜き勾配なしで、厚さ1mmまでの薄肉や複雑な内部通路を形成することが可能です。. | アルミニウム製ワックスインジェクション金型の初期コストが高いため、生産数が極めて少ない「1点もの」の部品には経済的ではない。. |
| 対応素材 | 硬質合金の鋳造適性:ステンレス鋼や超合金といった「機械加工が困難な」金属を鋳造するための最も効果的な方法。. | 砂に比べ、耐火セラミックスや特殊ワックスの材料費が高い。. |
精密鋳造では、CT4~CT6の寸法精度と、Ra 1.6~6.3 µmの表面粗さを実現します。このニアネットシェイプという特徴により、二次加工の大部分が不要となり、切削が困難な金属の場合、コストを直接削減することができます。.
最高水準の表面仕上げと極めて厳しい公差が求められる部品において、シリカゾル失蝕鋳造はこの分野における最高水準の基準となっています。この先進的なプロセスに特化した施設としては、例えば ベッサーキャスト, ステンレス鋼や複雑な合金において、Ra 1.6~3.2 µmの表面仕上げを日常的に実現しています。業界標準は通常CT6に集中していますが、特殊なシリカゾルを用いた製造プロセスでは、全寸法においてCT6の公差を維持しつつ、重要な部位についてはCT5、さらにはCT4の精度に達するよう設計することが可能であり、複雑なCAD設計をネットシェイプの製品へと具現化するための直接的な技術的支援を提供しています。.
ダイカスト製造プロセス:高速化と薄肉成形の能力
ダイカストは、再利用可能な鋼製金型(ダイ)に溶融金属を高圧で射出する、自動化された高速生産手法です。これは、プラスチック射出成形と概念的に類似した鋳造プロセスですが、金属を素材として用いることを目的としています。自動車業界において、薄肉で軽量な自動車部品の製造において主導的な役割を果たしています。.
手順ごとのプロセス
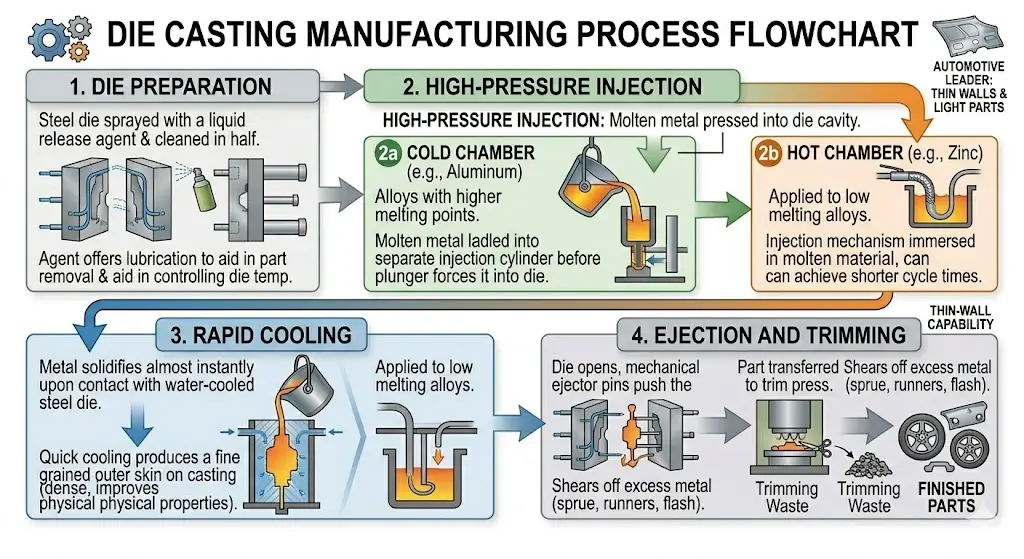
- ダイの準備: 鋼製の金型には液体離型剤が噴霧され、金型の両半分が洗浄されます。この離型剤は、部品の取り外しを容易にするための潤滑作用を果たすほか、金型の温度制御にも役立ちます。その後、金型の両半分は極めて強い機械的力で締め付けられます。.
- 高圧注入: 溶融金属は金型のキャビティに圧入されます。これは、高圧ダイカストにおいて、主に以下の2つのシステムによって行われます:
- 低温チャンバー: 融点の高い合金(アルミニウムなど)に使用されます。溶融金属は、まず別の射出シリンダーに掬い入れられ、その後、プランジャーによって金型内に押し込まれます。.
- 高温チャンバー: 低融点合金(亜鉛など)に適用されます。射出機構は溶融材料中に浸漬されており、これによりサイクルタイムの短縮が可能となります。.
- 急速冷却: 金属は、水冷式の鋼製金型と接触すると、ほぼ瞬時に凝固します。この急速冷却により、鋳物の表面には緻密で微細な結晶粒からなる外皮が形成され、鋳物の物性が向上します。.
- 排出とトリミング: 金型が開き、機械式エジェクタピンが固化した部品をキャビティから押し出します。その後、その部品はトリムプレスに移送され、そこでスプルー、ランナー、バリなどの余分な金属が切り取られます。.
ダイカストのメリットとデメリット
| カテゴリ | メリット | デメリット |
| 生産速度 | 量産:サイクルタイムが数秒単位で実現可能であり、数十万個もの同一の自動車部品の製造に最適です。. | 鋼製金型が一度製造されてしまうと、設計変更には柔軟に対応できず、修正には多額の費用と時間がかかる。. |
| 幾何学的精度 | 薄肉:高い寸法精度を維持しながら、壁厚をわずか1mmまで薄くすることが可能です。. | 金属の高速かつ乱流的な注入により、内部ガス孔が生じるリスクが高い。. |
| 経済規模 | 単位当たりのコストが低い:金型の償却が完了すれば、あらゆる鋳造法の中で部品1個当たりの人件費が最も低くなります。. | 参入コストの高さ:高硬度鋼製の金型や高圧機械への初期投資は莫大である。. |
| 表面仕上げ | 滑らかな仕上げ:優れた表面品質(Ra 0.8~3.2 µm)を実現し、多くの場合、追加の加工を必要としません。. | 適用材料の制限:主に融点の低い非鉄金属(アルミニウム、亜鉛、マグネシウム)に限定されます。. |
| パーツの一貫性 | 高い再現性:大量生産においても、すべての部品が最初の部品と全く同一であり、極めて厳しい公差の範囲内であることを保証します。. | 砂型鋳造では数トン規模の鋳造が行われるのに対し、一般的に部品の規模はそれよりも小さい。. |
ダイカストは大量生産に最も適しており、同一の部品を数十万個単位で生産することができます。初期の金型費用は高額ですが、大量生産においては1個あたりのコストが極めて低くなります。これと類似した手法として、重力ダイカストがあります。これは恒久的な金属金型を使用しますが、加圧は射出成形のような圧力ではありません。.
遠心鋳造法:円筒形部品向けの高密度鋳造
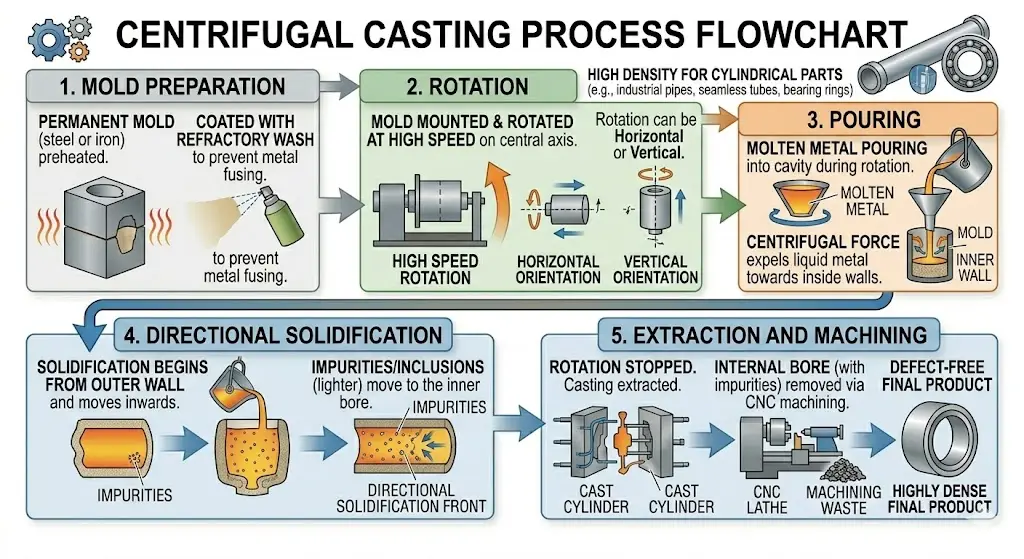
遠心鋳造は、工業用パイプ、シームレス管、ベアリングリングなどの対称で円筒形の部品を製造するために主に用いられる、特殊な鋳造法である。.
手順ごとのプロセス
- 型作りの準備: 永久鋳型は通常、鋼または鉄でできており、溶融金属が鋳型の材料と溶着しないように、耐火性のコーティングが施されています。.
- 回転: 金型は中心軸を中心に高速で回転します。この回転は、必要な部品の長さや直径に応じて、水平方向または垂直方向のいずれかになります。.
- 注ぎ方: 金型が回転している間に、溶融金属が型腔に注がれる。遠心力によって、溶融金属は金型の内壁に向かって押し出される。.
- 方向性凝固: 金属は外壁から始まり、内側に向かって固化していきます。不純物や介在物は母材よりも密度が低いため、遠心力によって鋳物の内径部へと移動します。.
- 取り出しと機械加工: 回転を停止し、鋳物を引き抜きます。その後、蓄積された不純物をすべて含む内径部をCNC加工によって除去し、高密度で欠陥のない最終製品に仕上げます。.
遠心鋳造の長所と短所
| カテゴリ | メリット | デメリット |
| 冶金的完全性 | 超高密度:気孔や収縮空洞のない、きめ細やかで高密度な構造を実現します。. | 厳密に対称形状、円筒形状、または中空形状に限定されており、複雑な形状は作成できません。. |
| 純度管理 | 不純物の偏析:軽量の不純物を自然に内径部へと追いやり、機械的な除去を容易にする。. | 鋳物の内径(ID)をきれいにするには、かなりの二次加工が必要となる。. |
| 材料歩留まり | ゲートレスシステム:従来のスプルー、ランナー、ライザーが不要となるため、材料利用効率が高まります。. | 高速での機械的回転および振動の管理に伴う、設備の保守コストの増加。. |
| 機械的特性 | 優れた強度:鍛造部品に匹敵する物理的特性を備えており、高圧の工業用配管に最適です。. | 外径(OD)は、回転金型装置の物理的なサイズによって制限されます。. |
| 柔軟性 | 幅広い用途:鉄系および非鉄系合金をはじめとするさまざまな金属に対応しており、大規模な産業用途に利用可能です。. | 高速運転時の安全性を確保するため、金型のバランス調整にかかるセットアップ時間が長くなる。. |
さまざまな業界における特定の要件に対応するため、メーカーは他の種類の鋳造法も採用しています。これには、繰り返し可能な中量生産向けの永久鋳型鋳造、長い金属スラブやビレットを製造するための連続鋳造、特殊なアルミニウム部品向けの石膏鋳造、そして蒸発性ポリスチレンの型を用いて、従来の鋳型の分割線なしに複雑な形状を作り出す発泡鋳造(ロストフォーム鋳造)などが含まれます。.
鋳造で一般的に使用される材料と、それらが工程に与える影響
鋳造方法は、最終製品に必要な材料によって決まります。材料によって、融点、流動性、冷却収縮率はそれぞれ異なります。メーカーが扱う合金は非常に多岐にわたり、主に鉄系と非鉄系に分類されます。.
| 材料区分 | 主要合金 | 主な物理的性質 | 推奨される鋳造方法 | 産業用途 |
| 鉄系金属(高融点) | 鋳鉄(ねずみ鋳鉄、ダクタイル鋳鉄) | 優れた流動性、卓越した振動減衰性、高炭素含有量。. | 砂型鋳造 | エンジンブロック、工作機械のベース、重工業用ハウジング。. |
| ステンレス鋼(304、316) | 融点が極めて高い;耐食性に優れる;機械加工が困難である。. | 精密鋳造 | 医療用インプラント、高圧バルブ、食品加工機器。. | |
| 炭素鋼 | 高い引張強度。凝固時に著しい収縮が生じる。. | 砂型鋳造またはインベストメント鋳造 | 構造用金属部品、鉄道用部品、大型歯車。. | |
| 非鉄金属(低融点) | アルミニウム合金(A380、ADC12) | 流動性が高く、軽量で、熱伝導性に優れています。. | ダイカスト(コールドチャンバー式) | 自動車部品、電子機器用筐体、ヒートシンク。. |
| 亜鉛合金(ザマック) | 融点が非常に低い。延性が非常に高い。火花を飛ばさない。. | ダイカスト(ホットチャンバー) | 消費財、精密なハードウェア、錠前部品。. | |
| マグネシウム合金 | 構造用金属の中で最も密度が低く、強度対重量比が高い。. | 高圧ダイカスト | 航空宇宙用フレーム、携帯用電動工具の筐体。. | |
| 銅・真鍮 | 優れた導電性、抗菌性。. | 砂型鋳造、インベストメント鋳造、または重力鋳造 | 電気コネクタ、船舶用金具、配管用金具。. |
初期の鋳造工程を経て、多くの部品は精密な熱処理工程を経て内部の微細組織を変化させ、それによって硬度、降伏強度、あるいは延性を高め、厳密な技術仕様を満たすようにします。.
品質保証:鋳造における非破壊検査(NDT)と欠陥管理
金属鋳造の品質保証には、高度な欠陥管理が求められます。一般的な欠陥としては、収縮孔(冷却時に金属が収縮することで生じる穴)、気孔(溶融金属中に閉じ込められた気泡)、およびコールドシャット(2つの溶融金属の流れが融合しない状態)などが挙げられます。.
鋳造工場では、部品の構造的健全性を確認するために非破壊検査(NDT)が行われています。X線検査(放射線検査)は、部品を損傷させることなく内部の空隙や亀裂を検出するために利用されます。超音波検査は、高周波の音波を用いた手法であり、材料の内部密度を検査するために用いられます。また、磁粉探傷検査や浸透探傷検査は、微細な表面欠陥を検出するために用いられます。.
究極の決定ガイド:製品と適切なプロセスの組み合わせ
適切な鋳造プロセスの選定は、生産量、寸法精度、形状の複雑さ、および材料の種類という4つの基本的な要素に基づいて行われる経営上の判断である。.
| 鋳造法 | 最適体積 | 金型費 | 寸法精度 | 代表的な材料 | おすすめ |
| 砂型鋳造 | 低~中 | 低 | 低(CT10~CT13) | 鉄系金属、鋳鉄 | 大きくて重い部品、エンジンブロック。. |
| 精密鋳造 | 中~高 | 中 | 高(CT4~CT6) | ステンレス鋼、耐熱合金 | 高精度、複雑な内部形状、医療用インプラント。. |
| オーディション | 非常に高い | 非常に高い | 高(CT4~CT8) | アルミニウム、亜鉛、マグネシウム | 薄い壁、高速大量生産、消費財。. |
| 遠心鋳造 | 低い順から高い順 | 中 | ミディアム(CT7~CT10) | 鋼、鉄、銅合金 | 対称形状の円筒形部品、高密度が求められるもの。. |
さまざまな金属を検証し、それらをこのマトリックスに当てはめることで、エンジニアは最も費用対効果の高い製造ルートを決定することができます。薄肉のアлюミニウム製筐体を1万個必要とするプロジェクトでは、高圧ダイカストが唯一の解決策となります。逆に、非常に精細な316ステンレス鋼製のポンプインペラを50個必要とするプロジェクトの場合、機械加工コストが法外なものにならずに、要求される寸法精度を実現できる鋳造法は、ロストワックス鋳造のみとなります。高精度が主な要因であり、最大の精度と表面品質を実現するために標準公差を超える要件が求められる状況では、シリカゾル投資鋳造が最適な選択肢となります。.
結論
金属鋳造の論理とは、工学的な最適化の論理そのものです。普遍的に優れた製造プロセスは存在せず、あるのは材料、体積、形状を最も効率的に組み合わせることだけです。量産には砂型鋳造、スピード重視にはダイカスト、高精度にはロストワックス鋳造といった各手法を適切に活用することで、メーカーは機械的性能と投資収益率(ROI)の両面で競争優位性を確保しています。.
シリカゾル法による妥協のない精度が求められるプロジェクトにおいては、, ベッサーキャスト 複雑な形状のステンレス鋼部品において、CT6~CT4の公差を維持するための技術的基盤を提供します。お客様の特定のニーズに最適な、最もコスト効率の高い鋳造方法を見つけるため、DFM(製造適性設計)の徹底的な検討をご希望の場合は、ぜひ当社のエンジニアリングチームまでお問い合わせください。.



