炭素鋼のインベストメント鋳造に関する完全ガイド:コスト、グレード、公差
産業用金属成形という複雑な分野を乗り切るには、単に冶金学の基礎知識があるだけでは不十分であり、材料科学、製造プロセス、および総所有コスト(TCO)を戦略的に整合させることが求められます。重機、流体制御システム、および高応力構造部品に不具合が生じた場合、その根本原因は多くの場合、不適切な材料選定や劣悪な鋳造技術に起因しています。炭素鋼のインベストメント鋳造は、極度の機械的強度と、複雑でニアネットシェイプに近い形状とのギャップを埋めることを目指すエンジニアにとって、最良の解決策の一つである。しかし、このプロセスを最適化すること――AISI 1020、4140、あるいはASTM A216 WCBの選定、ステンレス鋼とのコストパフォーマンスの比較検討、そして厳格なISO 8062 CT4~CT6の直線公差への対応――には、深い技術的知見が不可欠です。この包括的なガイドは、表面的なマーケティング用語を排除し、炭素鋼のインベストメント鋳造について、権威ある「エンジニアリング第一」の視点から深く掘り下げた解説を提供します。合金の微細組織の解読や熱処理プロトコルの評価から、腐食対策、さらにはフェイルセーフな組立に求められる厳格な非破壊検査(NDT)の理解に至るまで、本ガイドは、調達マネージャーや機械設計者が、コストのかかる二次加工を排除し、現場での重大な故障を防止し、信頼性が高く費用対効果に優れたサプライチェーンを確保するために必要な確かなデータを習得できるよう設計されています。.
炭素鋼の精密鋳造の真髄
炭素鋼のインベストメント鋳造の戦略的価値を真に理解するためには、まずその概念を第一原理にまで立ち返って考察する必要があります。本質的に、炭素鋼は主に鉄と炭素からなる合金です。この基本的な金属学的組み合わせが、その並外れた降伏強度、耐衝撃性、そして圧倒的なコストパフォーマンスを決定づけています。しかし、この堅牢な材料がインベストメント鋳造(ロストワックス法)と組み合わさったときに、真のエンジニアリングの魔法が生まれるのです。現代の製造における根本的な問題は、材料の無駄と加工時間です。従来の砂型鋳造は、巨大で単純な形状の部品には安価ですが、表面仕上げが粗く(Ra 12.5を超えることも多い)、寸法公差も広いため、後工程で大規模なCNC加工が必要となります。一方、複雑な部品を純粋に炭素鋼のビレットから機械加工することは、原材料と高価値な5軸CNC加工時間の両方を、痛ましいほど非効率的に利用することになります。.
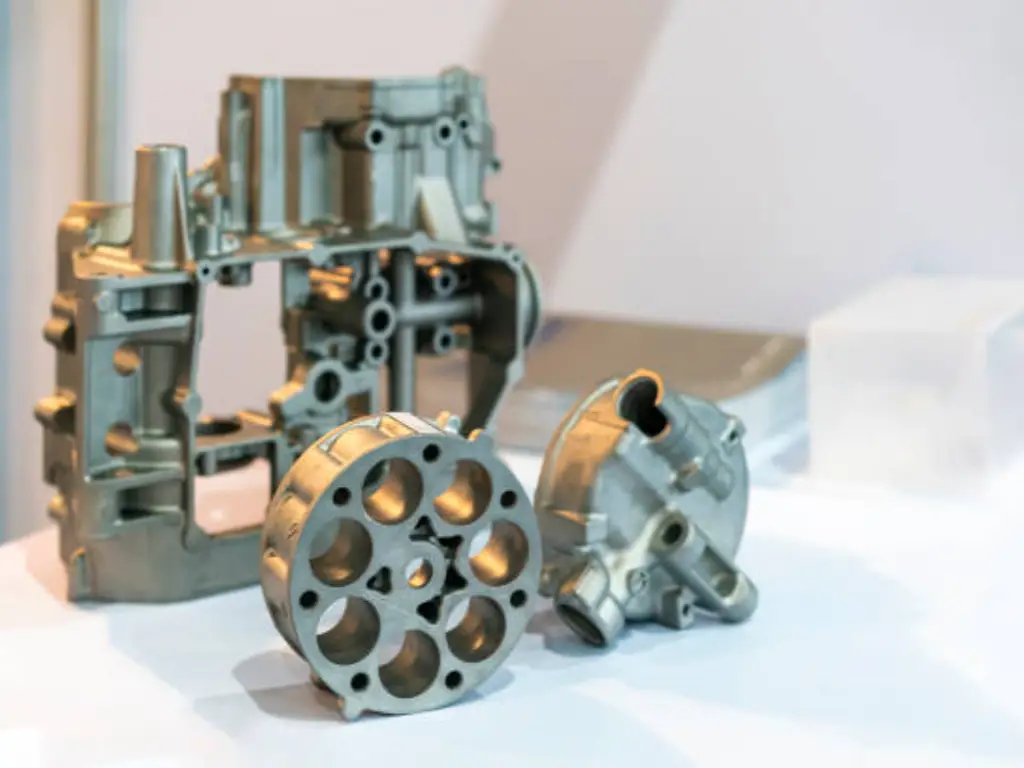
ここで、「ニア・ネット・シェイプ(NNS)」製造の原理が経済性を一変させます。インベストメント鋳造では、高耐火性のセラミックシェルで被覆された使い捨てのワックス原型を使用します。ワックスが溶かされ、完全に滑らかなセラミックの鋳型に溶融炭素鋼が注がれると、出来上がった金属部品は、マスターダイを微細な精度で忠実に再現します。実際のエンジニアリングの場面を例に考えてみましょう。複雑な油圧ギアポンプハウジングの製造です。もしこの部品を10kgの炭素鋼の塊から機械加工する場合、激しいフライス加工、中ぐり加工、タップ加工によって最大6kgのスクラップ鋼屑が発生する可能性があります。これは60%の材料ロスを意味するだけでなく、工具の著しい摩耗やスピンドル稼働時間の浪費も招きます。炭素鋼のインベストメント鋳造に切り替えることで、セラミックシェルから取り出される鋳造品は正確に4.2kgの重量となり、複雑な内部流路や外部の取り付けフランジも完璧に再現されます。最終的な軸受面の精度調整に必要な除去量はわずか0.2kgにとどまります。もはや金属を除去するためのコストを支払う必要はなく、実際に現場で使用される金属分のコストのみを支払うことになります。.
炭素鋼のグレードを解読:あなたのプロジェクトに最適な合金はどれか?
適切な材料グレードの選定は、鋳造品の設計ライフサイクルにおいて、おそらく最も重要な決定事項である。CAD図面に単に「炭素鋼」と指定するだけでは、壊滅的な破損、収縮率のばらつき、加工不能な部品の発生を招くことになる。炭素鋼の性能は、炭素含有量や合金元素の戦略的な添加に極めて敏感である。以下に、高性能インベストメント鋳造で用いられる3つの主要な冶金学的カテゴリーについて詳細に解説します。これにより、使用環境や機械的負荷に応じて最適な合金を選定できるようになります。.
低炭素鋼(AISI 1020)
炭素質量分率が0.25%未満と厳密に定義される低炭素鋼は、極めて高い延性と、より大規模な溶接組立品へのシームレスな統合が最優先される構造組立品の基盤となっています。この材料の主な微細組織はフェライトであり、パーライトがわずかに分布しているため、鋳造状態では非常に高い靭性を持ちながらも、比較的軟らかい性質を示します。.
| 合金種 | 炭素含有量 (%) | 代表的な降伏強度 | 溶接性指数 | 主要な産業用途 |
|---|---|---|---|---|
| AISI 1020 / ASTM A732 1A | 0.18 – 0.23% | ~295 MPa | 抜群(予熱不要) | モーターハウジング、溶接ブラケット、構造用取付プレート、磁気部品。. |
AISI 1020の最大の特徴は、その完璧な 溶接性. 重工業分野の設計において、インベストメント鋳造部品が単独で使用されることはほとんどなく、大型トラックシャーシや構造用鋼フレームなど、より大規模な構造物に溶接されることが頻繁にあります。高炭素鋼は炭素相当値(CE)が高いため、溶接時に熱影響部(HAZ)でマルテンサイトが急速に形成され、微細な水素起因のビード下亀裂を引き起こします。AISI 1020 を使用すれば、このリスクを完全に回避できます。高価な予熱や溶接後の熱処理を必要とせずに、投資鋳造部品を他の鋼構造物に大規模に溶接する必要がある場合、AISI 1020は紛れもない最適な選択肢です。.
中炭素・低合金鋼(AISI 1045、4140)
炭素含有量を0.30%から0.60%の範囲に高めていくと、この材料は延性から高い靭性を示す性質へと変化します。AISI 1045は典型的な中炭素鋼であり、1020に比べて引張強度が大幅に向上していますが、標準的な炭素鋼では、厚肉鋳物において深刻な制限が生じ始めます: 焼入れ性が不十分. 巨大で厚みのある無錬鋼の鋳物を熱処理しようとすると、外側は急速に冷却されて硬いマルテンサイトが形成されるが、断熱効果のある中心部は冷却速度が遅すぎるため、柔らかいパーライトのままとなる。.
まさにこの理由から、精密鋳造業界では、中炭素鋼を、次のような低合金工業用鋼材と常に同一グループに分類しているのです。 AISI 4140. クロム(Cr)とモリブデン(Mo)を厳密に制御された量で添加することで、AISI 4140は連続冷却変態(CCT)曲線を劇的に変化させます。この元素組成の調整により、焼入れ工程において、厚みのある断面全体にわたって均一かつ深い硬化を実現します。適切な熱処理を施すことでHRC 50を超える硬度レベルに達する4140は、溶接性を多少犠牲にすることで、究極の耐摩耗性と疲労強度を実現しています。過酷で反復的な衝撃荷重や摩耗摩擦にさらされる、土木用ブルドーザーのトラックリンクや重機用トランスミッションギアを想像してみてください。こうした環境において、4140低合金鋼の深い焼入れ性は、極度の動的応力下でも部品がせん断やガリングを起こさないことを保証します。.

特殊エンジニアリング用鋼種(ASTM A216 WCB)
一般的な機械部品から一歩踏み出し、厳格な規制が課される専門的な工学規格の領域へと足を踏み入れます。石油、ガス、石油化学の各分野において、材料の破損は環境災害や深刻な安全上の危険に直結します。こうした分野では、一般的なAISI規格では不十分であり、エンジニアたちは米国材料試験協会(ASTM)が定めた厳格な規格に依拠しています。流体制御用鋳造品の分野において、誰もが認めるトップは ASTM A216 WCB (B級鍛造炭素鋼)。.
WCBは、高温・高圧の溶接用途向けに特別に配合された特注の炭素鋼です。製油所で、巨大な工業用ゲートバルブや高圧ポンプケーシングが400∞C(750∞F)に近い温度で長時間稼働すると、標準的な鋼材では次のような現象が生じ始めます。 クリープ・一定の機械的応力下で、ゆっくりと進行する微細構造の変形。ASTM A216 WCBは、こうした過酷な熱環境においても、絶対的な構造的完全性、圧力保持能力、および寸法安定性を維持できるよう設計されています。見積依頼書(RFQ)にWCBを指定することで、鋳造業者に対して、お客様が厳格なASMEボイラー・圧力容器規格の基準に従って操業しており、完璧な内部健全性と認定された圧力保持能力を要求していることを即座に伝えることができます。.
炭素鋼とステンレス鋼の精密鋳造:コスト・パフォーマンス比較表
調達チームや設計技術者が直面する、最も根深いジレンマの一つは、炭素鋼とステンレス鋼(304や316など)のどちらを選ぶかという点です。この悩みは、腐食への懸念に端を発しています。つまり、プロジェクトにおいて、本質的に錆びにくいステンレス鋼を採用するために多額の初期材料費を負担すべきか、それとも、二次的な表面処理を組み合わせることで、炭素鋼の優れたコスト効率を活用すべきか、という選択です。この問題を解決するには、原材料市場に注目する必要があります。ロンドン金属取引所(LME)は、ベースメタルの世界的な価格を決定づけています。ステンレス鋼の耐食性は、その高いクロム(最低10.5%)およびニッケル(304シリーズでは通常8~10%)含有量に完全に依存しています。ニッケルは頻繁に大幅な価格変動($16,000~$20,000+/メトリックトン以上)で取引されるため、ステンレス鋼ビレットに適用される合金割増料金により、その価格は普通炭素鋼に比べて飛躍的に高くなります。.
| パフォーマンス指標 | 炭素鋼(例:1020/1045) | オーステナイト系ステンレス鋼(304/316) | 戦略的意思決定の要因 |
|---|---|---|---|
| 原材料原価の算定基準 | ベースライン (1x) | プレミアム(3倍~5倍) | ニッケルとクロムの商品価格が、この大幅な変動の要因となっている。. |
| 引張強度および硬度 | 高~極高(熱処理により容易にHRC 50以上にできる) | 中程度(オーステナイト系鋼種は熱処理によって硬化させることができない) | 高衝撃・高摩耗を伴う機械的摩耗用途では、炭素鋼が主流となっています。. |
| 固有の耐食性 | 不良(二次コーティングが必要) | 卓越した(自己パッシベーション酸化膜) | その部品が海水や酸に浸漬された状態で使用される場合は、ステンレス製の使用が必須となります。. |
| 金型および機械加工による摩耗 | 標準的な摩耗率で、加工性が非常に高い。. | CNC加工時の工具の摩耗が激しく、加工硬化が生じやすい。. | 炭素鋼を使用することで、CNC加工用二次工具のコストを大幅に削減できます。. |
ビジネス上の教訓は極めて明白です。同じ数量であれば、304ステンレス鋼の鋳造品は、同等の炭素鋼製品に比べて、純粋な材料費だけでサプライチェーンに3倍から5倍のコストを負担させることになります。部品が強力な酸性液体に恒久的に浸漬されている場合、海洋の塩水にさらされている場合、あるいはFDAの食品グレード要件によって厳格に規制されている場合を除き、安易にステンレス鋼を採用することは、資本の著しい誤配分となります。高強度炭素鋼を指定し、それに堅牢な表面コーティング(溶融亜鉛めっきや亜鉛ニッケルめっきなど)を組み合わせることで、優れた機械的強度と十分な環境保護を実現しつつ、部品表(BOM)コストを即座に40%以上削減することができます。.
精密鋳造プロセス:ROIが実際に生まれる場所
投資鋳造の経済性を理解するには、ワックス注入や脱蝋といった基本的な工程にとどまらず、セラミックシェルが持つ熱機械的利点に注目する必要があります。ワックスツリーをセラミックスラリーに繰り返し浸漬し、耐火砂で被覆した後、それは重要な シェル焼き 1000∞Cを超える温度で処理を行う。これによりセラミックがガラス化され、1600∞Cの溶鋼による熱衝撃に耐える極めて高い耐熱強度が得られると同時に、ガス孔の原因となる残留水分が完全に除去される。.
工学設計の観点から見ると、このセラミックシェルがもたらす最大の利点は、 最小ドラフト許容値. 従来の砂型鋳造やドロップ鍛造では、型が崩れることなく原型を砂から引き抜くためだけに、エンジニアは3度から5度という急な抜き勾配を付けた部品を設計しなければなりません。この余分な傾斜部分は、後にCNCフライス加工で削り取り、平坦で平行な嵌合面を形成する必要があります。一方、ロストワックス鋳造では、溶かして取り出す(引き抜くのではなく)犠牲となるワックス原型を使用するため、セラミック鋳型には抜き勾配がまったく必要ありません。厳密な技術的正確さを期すために留意すべき点は、アルミニウム製のワックスパターンダイ(ワックスを注入するために使用される金型)においても、ワックスをスムーズに排出するために、特定の深い内部形状に対して0.5∞~1∞という微小な抜き勾配が依然として必要となることです。しかし、これは他の方法と比較すれば無視できる程度です。ドラフト角なしで深い平行アンダーカットや複雑な内部流路を鋳造できるこの特性こそが、高価な5軸CNC加工の必要性を排除し、投資収益率(ROI)を投資鋳造に大きく傾ける要因となっているのです。.
配送のボトルネックと自動化による解決策: セラミック鋳型は驚異的な形状を実現する一方で、従来の手作業による鋳型製作プロセスは、鋳造業界の弱点となっています。重いワックスツリーを手作業で鋳型に浸漬すると、鋳型の厚みにばらつきが生じ、冷却速度が不均一になり、最終的には寸法公差の発生につながります。さらに、手作業で製作した鋳型は、最大7日間もの長い乾燥時間を要します。そのため、農業および鉄道分野のトップクラスのOEM各社は、鋳造工場に対して自動化能力について厳格な監査を行っています。 より良いキャスティング, 2台の最先端の シェル製造の自動化生産ライン. 人間によるばらつきをロボットの精密さに置き換えることで、すべてのロットにおいて肉厚の絶対的な均一性と、Ra 3.2という極めて滑らかな表面仕上げを確保できるだけでなく、7日間かかっていたシェル製造サイクルを、驚くべきほど 35時間. この資本集約的な自動化こそが、当社の月産250トンの生産能力を支える中核であり、一般的な鋳造工場を悩ませている長引くリードタイムを恒久的に解消しています。.
熱処理プロトコル:機械的特性を最大限に引き出す
炭素鋼の鋳物がセラミックシェルから取り出された時点で、その工程はまだ半分しか完了していない。鋳型内での溶融金属の急速かつ不均一な冷却により、巨大な残留応力が蓄積した不規則な内部微細構造が形成される。結晶粒は粗く、機械的特性にも大きなばらつきが見られる。「鋳出し状態」の炭素鋼部品を、動的で荷重がかかる環境に投入することは、重大な設計上の過ちである。我々は、厳密に制御された熱処理を通じて、この金属の真の可能性を引き出さなければならない。.
構造用炭素鋼鋳物の基本プロトコルは、以下の通りである。 正規化. 鋳物は常圧炉に装入され、マトリックス全体がオーステナイトに相変態するまで、およそ900∞C(その上臨界温度以上)まで加熱される。その後、炉から取り出され、静止した大気中で均一に冷却される。この物理的処理により、鋼は完全に再結晶し、鋳造応力がすべて除去されるとともに、粗大なデンドライト組織が緻密で均一なパーライト・フェライト組織へと微細化される。焼ならしを行うことで、鋳物が急激な衝撃を受けた際にガラスのように粉砕されるのを防ぐことができる。.
前述のAISI 4140製歯車など、極めて高い性能が求められる用途については、次のように進めます。 焼入れ・焼戻し(Q&T). 鋳物はオーステナイト化温度まで加熱された後、制御された油または水の浴に急激に浸漬される。この急冷により、炭素原子がマルテンサイトと呼ばれる歪んだ格子構造に閉じ込められ、極めて高い硬度を持つが、危険なほど脆い材料が生成される。靭性を回復させるため、その部品は直ちに 焼き入れ済み (適度な温度、例えば400∞C~600∞Cまで再加熱することで)、内部応力の一部を緩和させ、脆いマルテンサイトを、高い靭性を備えた焼戻しマルテンサイトまたはソルバイトへと変態させる。この精密な熱処理プロセスにより、エンジニアは、部品の特定の破壊モードに応じて、引張強度と衝撃靭性の最適なバランスを正確に調整することができる。.
錆に打ち勝つ:鋳物向けの高度な腐食防止対策
あらゆる炭素鋼部品に共通する根本的な弱点は、酸化です。酸素と電解質(水)が存在すると、鉄の母材は急速に酸化鉄(錆)へと劣化します。炭素鋼には、自己修復型の不動態皮膜を形成するために必要なクロムが含まれていないため、母材を保護するために強固な物理的バリアを施す必要があります。適切な表面処理を選択するには、耐食性、外観上の要件、および寸法公差の間の微妙なバランスを考慮する必要があります。.
- 溶融亜鉛めっき(HDG): 屋外インフラのための究極の頑丈な防護策です。鋳物は450∞Cの溶融亜鉛浴に浸漬されます。これは単なるコーティングではなく、冶金学的反応が起こり、極めて強靭な亜鉛・鉄合金層が幾重にも形成されます。これにより、犠牲陽極防食が実現されます。つまり、たとえコーティングに傷がついても、下地の鋼材よりも先に亜鉛が腐食する仕組みです。. 技術上の注意: HDG処理を施すと、厚みがかなり増し、厚みも不均一になります(通常50~100ミクロン)。これにより、微細なねじ山やベアリングの厳しい公差が損なわれてしまいます。したがって、この処理は構造用で、他部品と嵌合しない表面にのみ使用すべきです。.
- 黒色酸化皮膜処理: 表面の鉄を磁鉄鉱(Fe₃O₄)に変換する化学処理です。滑らかでマットな黒色の仕上げとなり、油分を吸収して軽度の腐食を防ぐ効果があります。この処理の最大の技術的利点は寸法安定性であり、測定可能な厚みの増加は事実上ゼロ(1ミクロン未満)です。ISO 8062の公差を厳密に維持することが必須とされる高精度機械部品、内部歯車、および工具には理想的な選択肢ですが、過酷な屋外環境下では保護効果が限定的です。.
- 粉体塗装および電着塗装: 高い美観と優れたバリア性能が求められる部品には、粉体塗装が用いられます。これは、乾燥した熱硬化性ポリマーを鋳物に塗布し、焼付けを行う方法です。一方、Eコーティング(電着塗装)は、電流を利用して鋳物の最も深く複雑な凹部まで塗料を沈着させるため、通常のスプレー塗装に比べて優れた均一な被膜形成が可能です。いずれの方法も、塗装前に機械加工された接合面を慎重にマスキングする必要があります。.
炭素鋼鋳物のハードコア設計指針
CNC加工用の部品を設計することは、金属の流動力学を考慮した設計とは大きく異なります。インベストメント鋳造の経済的メリットを最大限に引き出すためには、エンジニアは溶鋼の凝固に伴う物理的な制約を十分に考慮しなければなりません。.
肉厚とコーナー半径の最適化
精密投資鋳造は砂型鋳造に比べて飛躍的に進歩しているものの、物理的な制約は依然として存在します。炭素鋼の精密投資鋳造において、業界標準で推奨される最小肉厚の範囲は 1.5mm~2mm(0.06~0.08インチ). 。この限界を下回ると、「ミスラン」(鋳型キャビティが完全に満たされる前に鋼が凝固してしまう現象)が発生するリスクがあります。さらに、設計者は鋭角な90度の内部コーナーを徹底的に排除しなければなりません。溶鋼が冷却されると、体積が収縮します。重く厚い断面が、鋭角を持つ薄いウェブへと急激に移行している場合、大きな温度勾配により、厚い断面が半液体の状態のままである一方で、薄い断面は急速に凝固してしまいます。やがて厚い断面が冷却・収縮すると、すでに凝固している薄いウェブに巨大な引張力を及ぼし、鋭角の拘束点で金属を引き裂いてしまいます。この欠陥は ホット・ティア. 凝固時の熱勾配を滑らかに保つため、すべての遷移形状には十分なフィレット(R半径)と緩やかなテーパーを適用しなければならない。.
直線公差(CT4~CT6)の理解
鋳造業者が「高精度」を謳う場合、エンジニアには定量的なデータが必要となります。インベストメント鋳造の公差は、以下の基準に基づき世界的に標準化されています。 国際標準化機構 8062 (成形部品の幾何学的製品仕様)。炭素鋼のロストワックス鋳造では、通常、以下の寸法公差等級が達成される。 CT4~CT6. 実際には、線形寸法が50mmの場合、CT5の公差は、許容偏差が約±0.30mmに相当します。.
このデータに基づいて製造戦略が決定されます。外形、軽量化用ポケット、および嵌合しないクリアランス穴については、CT5/CT6の精度で十分であり、二次加工の必要性を恒久的に排除できます。しかし、より厳しい H7/g6 公差(多くの場合 ±0.01mm 以内)が要求される重要な圧入、軸受ジャーナル、または油圧 O リングのシール溝については、最終的な CNC ボーリングまたは研削加工のために、鋳造品に予備加工余裕(通常 1mm から 1.5mm の余分な材料)を明示的に確保して設計する必要があります。世界トップクラスのサプライヤーは、鋳造収縮の計算と最終的なCNC加工の両方を一元的に管理し、シームレスな統合を保証しています。.
品質管理:組み立て前に目に見えない欠陥を発見する
サプライチェーンにとって最大の悪夢といえば、高度な機械加工が施され、一見完璧に見える炭素鋼の鋳物を高価な油圧システムに組み込んだにもかかわらず、内部の空隙が原因で圧力がかかった際に壊滅的な故障を起こしてしまうことです。炭素鋼は 収縮気孔固化の最終段階で、ゲートやライザー系から十分な量の溶融金属が供給されなかった場合、部品の最も厚い部分の深部に、微細なスポンジ状の空洞が形成される。こうした内部の「殺し屋」に対しては、目視検査はまったく役に立たない。総合的な品質保証を実現するには、徹底した非破壊検査(NDT)が不可欠である。.
BESSERの「死角ゼロ」保証: で より良いキャスティング, 当社は「ブラインドボックス」方式の製造には一切関与しません。当社の部品は、故障が許されないミッションクリティカルな用途に採用されていることを認識しています。当社の品質管理プロトコルは、金属が凝固する前から始まります。当社は、 SPECTRO 分光計 炉床にて100%のリアルタイム化学組成キャリブレーションを実施し、正確な炭素および合金比を確実に固定します。内部空隙の発生リスクを排除するため、当施設には産業用 X線撮影 詳細な体積検査に加え、 磁粉探傷検査(MPI) 肉眼では見えない微細な表面疲労亀裂を検出するため。.
当社の施設から世界各国へ出荷されるすべてのロットには、改ざん不可能な 材料試験報告書(MTR) また、当社のヘキサゴン製座標測定機(CMM)によって生成された、正確な寸法検証データも活用しています。当社の厳格な IATF16949 自動車向け品質管理システムにおいて、当社は鋼材ビレットからCNC加工された最終表面に至るまで、完全なトレーサビリティを提供しています。.
複雑な炭素鋼部品の設計を行っており、大量生産に対応し、鋳造・自社内CNC加工・表面仕上げまでを包括的に請け負うターンキー方式での納品が可能な製造パートナーをお探しですか?
今すぐベッサー・エンジニアズにご連絡いただき、無料のDFMおよび実現可能性分析をご利用ください炭素鋼鋳物の実績ある産業用途
卓越した降伏強度、高い衝撃靭性、そしてニアネットシェイプ製造による経済性が融合した炭素鋼のインベストメント鋳造は、世界で最も厳しい要求が課される重工業分野において、決定的な製造プロセスとなっています。この 鉄道・公共交通 この分野では、サスペンションのボギーボルスター、特殊な連結ナックル、分岐器プレートなどの部品は、数十年にわたる絶え間ない振動応力や巨大な動的荷重に耐え、破損することなく機能し続けるために、中炭素合金が用いられています。.
その 農業・建設機械 ジョン・ディアやキャタピラーといった大手企業が支配する分野は、間違いなくこの技術の最大の需要先である。トラクターの3点リンク、大型ロータリーティラーのティーン、ブルドーザーの油圧シリンダー用クレビスには、土や岩石の衝撃による激しい摩耗に耐えるために、4140鋼の深い焼入れ性が求められ、かつ大量生産においてもコスト効率を維持しなければならない。最後に、分野においては 流体動力学および油圧学, 、インベストメント鋳造の精巧な内部中空成形技術により、エンジニアは高圧用WCB鋼を用いた複雑な油圧ポンプ本体、方向制御弁ハウジング、および多ポートマニホールドブロックを設計することが可能となり、漏れが発生しやすい巨大な溶接パイプアセンブリを、単一のモノリシックな耐圧試験済み鋳造品に置き換えることができる。.



