オープンインペラーとクローズドインペラー — 適切なタイプの選び方と、鋳造業者に確認すべき事項
ポンプのカタログやサプライヤーからの見積書の山を前にして、自分のシステムにはオープンインペラーとクローズドインペラーのどちらが適しているのか迷ったことがあるなら、それは決してあなただけではありません。この疑問は一見単純に見えます。 しかし、多くのエンジニアが気づくように、その答えは、単一の比較表では完全には網羅できないいくつかの変数に左右されます。本記事では、視覚的に把握できる構造上の違いから、多くのガイドでは触れられていない鋳造の調達に関する詳細に至るまで、それらの変数について解説します。.
オープンインペラーとクローズドインペラー — 構造上の違い
性能数値を論じる前に、まずこの2つの設計の相違点を頭の中で明確にイメージしておく必要があります。 空中で羽根が露出したまま回転する卓上扇風機を想像してみてください。これが、オープンインペラの仕組みを大まかに理解するための直感的なイメージです。次に、同じ羽根が、中央に吸気口と外周に排気口のみを備えた平らな円盤状のハウジング内に密閉されている様子を想像してみてください。これがクローズドインペラです。この例えは完璧ではありませんが、これから説明する内容に対する適切な理解の土台となるでしょう。.
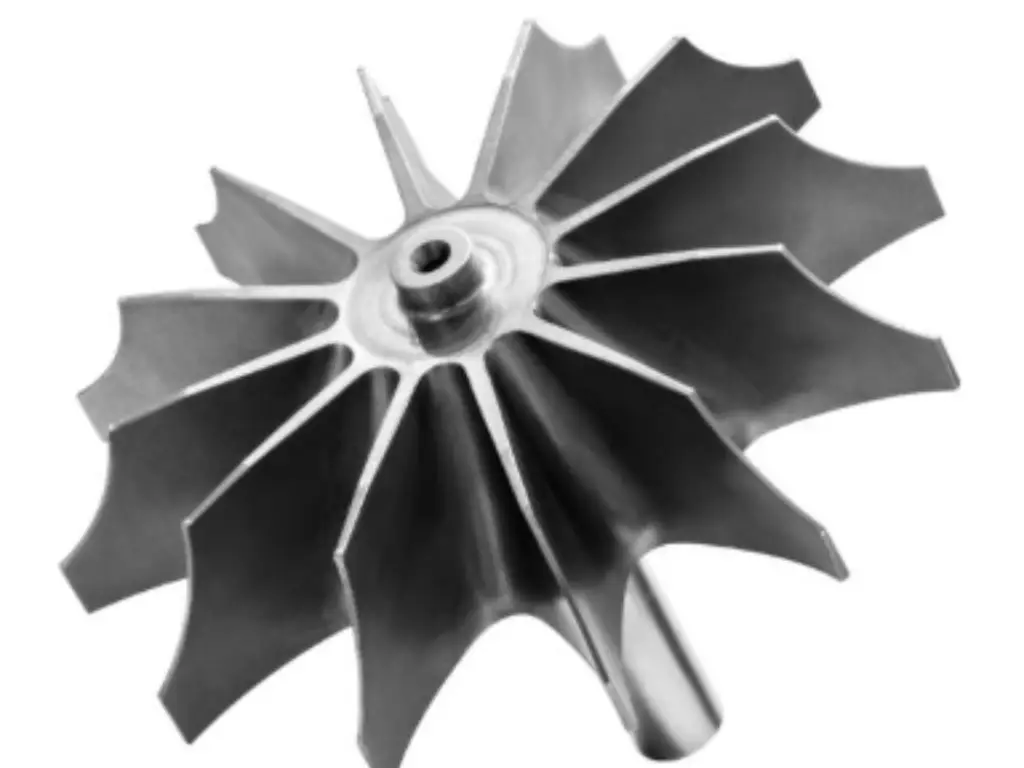
開放型インペラの設計と流動特性
オープンインペラは、中央のハブに取り付けられたベーンで構成されており、ブレードの先端を覆うフロントシュラウドがありません。 設計によってはリアシュラウドも省略され、ブレードがほぼ自立した状態になるものもあります。この開放構造により、各ベーンの先端とポンプケーシングとの間にクリアランスギャップが生じ、その値はインペラの直径に応じて通常0.3~0.8 mmとなります。このギャップこそが、遭遇するほぼすべての性能上のトレードオフの根源となっています。.
羽根が密閉されていないため、流体の一部は吐出部へと前進する代わりに、ベーンの先端を逆方向に流れ戻ってしまいます。この漏れにより容積効率が低下し、一般的な効率範囲は50%から70%に制限されます。 その一方で、利点も同様に明白です。異物や固形物、繊維、スラッジが滞留するような密閉された流路がないため、これらは自由に通過します。開放型インペラは、ポンプを分解することなく目視で点検できるため、保守担当チームから高く評価されている実用的な利点です。.
セミオープン型は、前面を開放したまま後部にシュラウドを追加したもので、効率がおよそ60%から75%という中間的な性能を実現します。ただし、オープン型のカンチレバー式ブレード構造は、密閉型に比べて固有振動数が低くなります。そのため、仕様決定の際には、振動対策について特に注意を払う必要があります。.
密閉型インペラ構造と内部流路
密閉型インペラは、前部シュラウドと後部シュラウドの間にベーンを挟み込むことで、密閉された内部流路を形成し、流体をアイから吐出口へと所定の方向に導きます。 両方のシュラウドに取り付けられた交換可能なクリアランスリングであるウェアリングが、回転するインペラと固定されたケーシングとの間の隙間を狭く保ちます。新品のポンプでは、この隙間は通常0.2~0.5 mmです。.
流路を密閉することで、開放型設計の弱点である先端漏れによる損失を解消し、効率を70%~90%の範囲まで向上させることができます。 『Frontiers in Energy Research』誌に2022年に掲載された研究によると、一般的な遠心式設計の中で、密閉型インペラが最も均一な圧力分布と最も低い圧力脈動振幅を実現することが明らかになりました。これは、振動がベアリングの摩耗やシール故障に直接つながる用途において、大きな利点となります。 また、デュアルシュラウド構造により、ローターシステムの固有振動数が向上し、運転速度範囲全体にわたって共振を回避しやすくなります。.
そのトレードオフも同様に明らかです。密閉された流路に侵入した固体粒子は、ブレード表面とシュラウドの間に閉じ込められます。摩耗リングのクリアランスが約0.8~1.0 mmを超えてしまうと(これは研磨性の強い環境下で徐々に進行します)、効率上の利点は失われ、リングを交換しなければなりません。これを現場で調整して回復させる方法はありません。 現在第11版となっているAPI 610では、完全密閉型、半開放型、および開放型のインペラ設計が認められています。これは、あらゆる用途において単一の構造が万能であるわけではないという現実を反映したものです。.
効率とパフォーマンス — 数字で見る
文脈を伴わない数値は誤解を招きます。オープンインペラとクローズドインペラの間には確かに効率の差がありますが、その差は比回転数、運転点、およびメンテナンス状態によって狭まったり広がったりします。以下の表には、重要な要素がまとめられています。.
| 次元 | オープンインペラー | 密閉型インペラ | 注記 |
|---|---|---|---|
| 効率範囲 | 50–70% | 70–90% | セミオープン:60–75%;比速度が高くなるにつれてギャップが狭まる |
| ステージごとのヘッド数 | 理論上の上限値が高い(質量1ポンドあたり約15,000~25,000 ft·lb) | シュラウドの遠心応力による天井高の低下 | オープンインペラには、フロントシュラウドの応力限界値が設定されていない |
| 先端速度対応能力 | 最大約130 ft/s(材料の引張強度に制限される) | 最大約130 ft/s(汚水中の侵食により制限される) | どちらのタイプも、最高速度は材料の選定によって異なります。 |
| 圧力脈動 | 振幅が大きくなる、特に渦巻き状の突起付近で | 振幅が最も小さく、分布が最も均一 | 『Frontiers in Energy Research』、2022年 |
| 振動安定性 | 固有振動数が低いほど、管理すべきモードの数が増える | 固有振動数が高ければ高いほど、共振を回避しやすくなる | デュアルシュラウドによる拘束がブレードの固有振動数を上昇させる |
| NPSH要件 | 通常、より高い | 一般的に、より低く、より広い安全動作範囲 | 吸引条件に制約のある設置環境に関連する |
| 軸方向の推力 | より高い(ポンプアウトベーンを使用しない場合) | 下へ | シュラウドは軸方向の力をバランスさせ、ベアリングの寿命を延ばします |
マーケティングの比較表にはめったに登場しない、ある微妙な点に注目すべきです。Eng-Tipsなどのフォーラムに参加している現役のエンジニアたちは、セミオープンインペラは新品時にはクローズド設計よりもピーク効率がおよそ2%高いことを以前から指摘してきましたが、その優位性は「偽りの効率」に過ぎません。 インペラの軸方向の位置がずれたり、ベーンの先端が摩耗し始めたりした瞬間、効率は適切にメンテナンスされた密閉型インペラの効率を下回ってしまいます。試験台で測定される数値と、4,000運転時間後に得られる実際の性能とは、まったく別物なのです。.
各インペラタイプの強み — 用途マトリックス
流体の種類を特定せずにインペラのタイプを選ぶのは、路面の状態を特定せずにタイヤを選ぶようなものです。以下の表では、一般的な用途と、それに最適なインペラの設計を対応付け、各推奨事項の根拠も併せて示しています。.
| 用途 | 流体の種類 | 推奨インペラ | なぜ |
|---|---|---|---|
| 都市水道 | きれいな水 | 終了 | 連続運転における最高の効率、固形分なし |
| 灌漑・排水 | 澄んだ水からやや濁った水まで | 密閉型または半開放型 | 効率が重要です。時折ゴミが混入する可能性がある場合は、半開放式にしましょう。 |
| ボイラー給水 | 高純度水 | 終了 | 持続的な高効率、固形分ゼロの許容基準 |
| 化学処理 | クリーンな化学物質、溶剤 | 終了 | 密閉された流路により、汚染を防止します |
| 石油・ガスの移送 | 精製油、精製製品 | 終了 | 効率性と気密性を最優先 |
| 廃水・下水 | 固形物や繊維を含む排水 | オープン型またはセミオープン型 | 固形物は通過するが、密閉型インペラはすぐに目詰まりする |
| 鉱業用スラリーおよび尾鉱 | 研磨性固液混合物 | 密閉型、超硬合金製またはゴムライニング付き | 硬質固体には、開放型構造ではなく、耐摩耗性材料が必要である |
| 紙材・パルプ | 繊維懸濁液 | セミオープン | 繊維が閉じた覆いを巻き付いている;半開きの取っ手には糸状の素材が絡まっている |
| 食品加工 | 粘性のある流体、柔らかい固体 | オープン型またはセミオープン型 | 洗浄性および固形物への耐性 |
| 医薬品 | 高純度液体 | 終了 | 汚染のリスクがなく、CIP対応 |
| 建設排水 | ごみが混じった汚れた水 | 開く | 効率よりも破片への耐性 |
| 船舶バラスト | 生物を含む海水 | オープン型またはセミオープン型 | 混入物に対する耐性 |
ANSI規格の化学用ポンプ市場では、ねじ込み式のセミオープンインペラがほぼ標準となっています。Goulds 3196やDurco Mark IIIといったモデルは、この分野で広く普及しています。 一方、水道、灌漑、およびビル設備市場では、密閉型でキー付きインペラ設計が依然として確固たる地位を占めています。どちらの陣営も互いに歩み寄る傾向は見られませんが、それには正当な理由があります。それは、扱う流体や運転条件が根本的に異なるからです。.
メンテナンス、摩耗、そして実際のコストの実態
初期費用は、全体像の半分にも満たない情報に過ぎません。どのインペラタイプを選ぶかによって、ポンプの耐用年数にわたってかかるメンテナンス費用の行方が決まります。.
点検と清掃。. オープン型インペラでは、分解することなく内部表面を目視検査できます。保守技術者は、ケーシングの開口部から数分でベーンの状態を確認できます。クローズド型インペラの場合、内部の流路を点検するには分解が必要です。覆われた流路内に詰まりが生じた場合、その除去には多大な労力を要します。.
摩耗補正。. この点において、オープンインペラは決定的な運用上の優位性を発揮します。ベーンの先端やケーシングが経年劣化により摩耗しても、回転アセンブリを軸方向に調整することで、当初の先端クリアランスを回復させることができます。これは現場で30分程度で完了する作業であり、部品コストは一切かかりません。 対照的に、クローズドインペラは摩耗リングに依存しています。クリアランスが許容限界を超えて広がると、リングを交換する必要があります。中型フレームのポンプの場合、一般的な部品費用は$200~$800で、さらに工場での作業に4~8時間かかります。.
製造原価。. オープン型インペラは、内部の空洞や可溶性コアを必要としないため、鋳造が容易です。一方、クローズド型インペラは、より複雑な鋳型を必要とします。シュラウド間の内部流路には、多くの場合、多分割のシェル型や可溶性セラミックコアが必要となるため、鋳造用金型のコストは、同等のオープン型設計に比べておよそ1.5倍から2倍になります。.
ライフサイクル経済学。. 年間7,000時間稼働するボイラー給水ポンプのような、清浄な液体を扱う高稼働率の用途では、クローズドインペラの効率面での優位性により、初期コストの高さは、稼働開始後18~24ヶ月以内に、省エネ効果だけで回収できます。 一方、ポンプを四半期ごとに分解して洗浄する必要がある汚水用途では、オープンインペラの修理のしやすさと調整のしやすさが、総所有コストの観点から優位に立ちます。絶対的なコストで言えば、どちらのタイプも安価というわけではありません。計算結果は用途によって異なります。.
正しい選択をするために――実践的な意思決定の枠組み
上記の詳細を把握した上で、選定の判断は3つの質問に集約されます。ご自身の運用状況に照らして率直に答えていただければ、推奨される選択肢は自ずと明らかになります。.
| シナリオ | おすすめのタイプ | 受け入れるべきトレードオフ |
|---|---|---|
| 清浄な水、連続運転、年間6,000時間以上 | 終了 | 保守の複雑さが増す |
| 固形物や繊維を含む排水 | オープン型またはセミオープン型 | 効率の低下 |
| 化学プロセス、高純度が求められる | 終了 | 目詰まりの発生しやすさ(上流にストレーナーを設置すること) |
| リモートインストール、限定的なメンテナンスアクセス | 開く | 稼働率とのトレードオフとして、効率の低下は許容範囲内である |
| 研磨スラリー(鉱業、浚渫) | 密閉型超硬合金 | オープンインペラではない――構造ではなく材質を選ぶ |
この3つの質問の連なりは、単なる照合表というよりは診断的なアプローチを模倣したものです。というのも、ポンプの選定は、その本質において運転条件の診断であるからです。順番に答えていけば、インペラのタイプが自ずと明らかになります。.
選定から調達まで――キャスティング業者に尋ねるべきこと
必要なインペラのタイプを把握することは一つのことです。しかし、その要件を鋳造業者に実行可能な仕様書に落とし込むことは、また別の話です。これは、多くのオンラインガイドが完全に運任せにしているステップです。見積依頼書(RFQ)を送る前に、材料選定や品質要件の基本を理解しておけば、少なくとも1回分のやり取りを省くことができます。.

インペラの種類ごとの材質グレードと鋳造プロセス
インペラのタイプは、材料の選定と、鋳造所が採用する鋳造プロセスの両方に影響を与えます。以下の表に、代表的な組み合わせを示します。.
| インペラの種類 | 代表的な材料グレード | 推奨される鋳造工程 | 主な考慮事項 |
|---|---|---|---|
| オープンインペラー | SS304、SS316、炭素鋼、青銅 | 砂型鋳造または精密鋳造 | 形状が単純であれば、低コストの砂型鋳造が可能となる。インペラが小型の場合は、公差を厳密に管理する必要があるため、失蝋鋳造が好まれる。 |
| 密閉型インペラ | SS316、SS316L、二相ステンレス鋼(2205、2507)、ニッケル合金(ハステロイ C-276) | シリカゾルを用いたインベストメント鋳造 | 内部流路には精密なシェル成形が求められます。シリカゾルを用いることで、流路内部において、要求されるCT4~CT6の公差(ISO 8062)およびRa 3.2~6.3 µmの表面粗さを実現します。 |
| セミオープンインペラ | SS304、SS316、二相鋼、アルミニウム青銅 | インベストメント鋳造、またはビレットからの5軸CNC加工 | リアシュラウドの形状はインベストメント鋳造に適している。少量生産の場合は機械加工の方が適している場合がある。 |
| 高温 | インコネル625、インコネル718、K418、IN657 | 真空投資鋳造 | ニッケル基超合金は、酸化を防ぎ、0.5 mmまでの薄肉化を実現するために、真空溶解が必要である。 |
| 腐食性(塩化物) | デュプレックス2205、スーパーデュプレックス2507、ハステロイC-276 | シリカゾル法または真空投資鋳造 | 材料のアップグレード経路:塩化物濃度および温度の上昇に伴い、SS316 → デュプレックス → スーパーデュプレックス → ハステロイ |
密閉型インペラについては、材料仕様書を作成する際に特に注意を払う必要があります。シュラウド間の内部流路は、鋳造後は目視検査を行うことができません。 これらの流路内部に収縮空洞やガス孔が生じた場合、適切な非破壊検査(NDT)を行わなければ発見されません。運転中の繰返し荷重により、その隠れた欠陥は亀裂へと進展し、インペラが破損するまで、いかなるメンテナンスを行っても発見できないままとなります。そのため、鋳造プロセスは、図面に記載された材料グレードと同様に重要なのです。.
品質保証 — 重要な認証と検査方法
インペラの種類ごとに適切な検査方法を指定することで、調達において最もよく見られる2つのミスを防ぐことができます。それは、付加価値のないコスト増につながる過剰な検査の指定と、重大な欠陥を見逃してしまう検査の不足です。.
| 検査方法 | オープンインペラー | 密閉型インペラ | 検知対象 |
|---|---|---|---|
| ASTM E165に基づく目視検査(VT) | 必須 — すべての外部表面にアクセス可能であること | 屋外での使用にのみ適しています — 内部は隠されています | 表面のひび割れ、鋳造時のバリ、明らかな気孔 |
| 浸透染色法(PT) | 必須 — 迅速かつ低コストな表面検査 | 制限あり — 内部通路に到達できない | アクセス可能な領域における表面を貫通する欠陥 |
| ASTM E446に基づくX線撮影(RT) | 通常は不要 | 不可欠 — 内部チャネルの整合性を確認する唯一の方法 | 内部収縮、ガス孔、および被覆された流路内部の亀裂 |
| 超音波検査(UT) | 厚みのある部分に有効 | 重要 — 肉厚の検証および内部欠陥の検出 | 内部欠陥および肉厚の適合性 |
| CMMによる寸法検査 | 必須 — 重要な取り付け寸法を確認してください | 必須 — さらに、アクセス可能な箇所については内部通路の形状を確認すること | 図面通りの寸法精度;公差はCT4~CT6(ISO 8062) |
| ISO 1940に基づく動的バランス調整 | 高速ユニットに関する重要事項 | 重要 — 密閉型インペラは、より高い回転数で、より厳しい振動制限の下で動作します | 不均衡に起因する振動;標準ポンプの場合はG6.3、高速ポンプの場合はG2.5を目標とする |
重要用途において、密閉型インペラのX線撮影要件は絶対条件です。密閉型インペラのX線撮影を拒否するサプライヤーは、本質的に、目視できない鋳造部品の一部について、顧客に「目隠し状態でのリスク」を受け入れるよう求めていることになります。 IATF 16949またはISO 9001の認証を取得している鋳造業者を探してください。これらの規格では、最終検査時だけでなく、鋳物が工場を出荷される前に欠陥を検出するための工程管理が義務付けられています。.
オープン型およびクローズド型のインペラの製造の両方を理解している鋳造パートナーを見つけることは、必ずしも容易ではありません。多くの鋳造所では、形状が単純で金型コストも低いため、オープン型の設計を問題なく扱っています。 一方、クローズドインペラーの製造には、シェル成形の精度、内部流路の表面仕上げ管理、そして肉眼では確認できない部分を検証するための非破壊検査(NDT)能力がより高いレベルで求められます。サプライヤーを評価する際、最も重要な要素は、インベストメント鋳造能力と、社内の分光分析、CMM(三次元測定機)による検査、X線撮影を組み合わせた体制です。 これら3つのツールを組み合わせることで、今後10年間にわたりポンプハウジング内で毎分3,500回転で回転し続けるインペラー鋳造品の品質管理サイクルを完結させることができます。現在、オープン型またはクローズド型のインペラー鋳造品を調達中で、両方の形状を扱うチームとプロジェクト要件について相談したい場合は、 BesserCastのお問い合わせページ. ご依頼内容や必要な資料についてのお問い合わせは、いつでも無料で承っております。.
本記事の情報は、一般に公開されている技術文献、業界標準、および現役のポンプエンジニアによる知見に基づいています。具体的な材料やプロセスの推奨事項については、お客様の運転条件やサプライヤーの対応能力を踏まえて検証してください。.
参考文献
- ギュリッヒ, J.F. 遠心ポンプ. 第4版。スプリンガー。. https://link.springer.com/book/10.1007/978-3-030-14788-4
- 『Frontiers in Energy Research』。「異なるインペラ型式を有する遠心ポンプの圧力脈動および振動特性」。2022年。. https://www.frontiersin.org/journals/energy-research/articles/10.3389/fenrg.2022.866037
- Eng-Tips エンジニアリング・フォーラム。「オープンインペラー対クローズドインペラー」“ https://www.eng-tips.com/threads/open-impeller-vs-close-impeller.156225/
- Eng-Tips エンジニアリング・フォーラム。「セミオープンか密閉型か――武器を選べ。」“ https://www.eng-tips.com/threads/semi-open-or-enclosed-choose-thy-weapon.78221/
- KSB SE & Co. KGaA. 「ポンプのインペラの選定」“ https://www.ksb.com/en-gb/solutions/waste-water-technology/selecting-pump-impellers
- API規格610。. 石油、石油化学、天然ガス産業向け遠心ポンプ. 第11版。米国石油協会。.
- ASTM E446。. 厚さ2インチ(50.8 mm)までの鋼鋳物用標準参照X線写真. ASTM International.
- ISO 8062。. 幾何学的製品仕様(GPS) — 成形部品の寸法および形状公差. 国際標準化機構。.
- ISO 1940。. 機械的振動 — 剛性ローターのバランス品質要件. 国際標準化機構。.
- BesserCast。. https://www.bessercast.com/
- BesserCast お問い合わせ。. https://www.bessercast.com/contact/



