Arten von Pumpenlaufrädern: Ein umfassender Leitfaden zu Konstruktion, Auswahl und Fertigung
Das Laufrad ist das Herzstück einer Kreiselpumpe – das rotierende Bauteil, das die mechanische Energie des Motors in kinetische Energie des Mediums umwandelt. Die Wahl eines ungeeigneten Laufradtyps mindert nicht nur den Wirkungsgrad, sondern kann auch zu chronischen Verstopfungen, vorzeitigem Verschleiß, Kavitationsschäden und ungeplanten Ausfallzeiten führen, deren Kosten weit über den Preis der Pumpe selbst hinausgehen.
Die meisten Anleitungen beschränken sich auf den Unterschied zwischen “offen” und „geschlossen“. Was dabei jedoch außer Acht gelassen wird, ist der Zusammenhang zwischen der Konstruktion des Laufrads und seiner Fertigungsweise – und genau dieser Zusammenhang entscheidet darüber, ob im Praxiseinsatz ein hoher Wirkungsgrad erzielt wird oder nicht. Das Gussverfahren, das hinter einem Laufrad steht, bestimmt unmittelbar die Leistung, die Sie in der Praxis erzielen.
Die drei wichtigsten Laufradkonstruktionen – offen, halboffen und geschlossen
Die wichtigste Variable bei der Auswahl eines Laufrads ist ganz einfach: Was ist in deiner Flüssigkeit enthalten? Das Vorhandensein oder Fehlen von Mantelwänden – den scheibenförmigen Wänden, die die Schaufeln umschließen – bestimmt, wie gut ein Laufrad mit Feststoffen zurechtkommt und wie effizient es reine Flüssigkeit fördert. Jede Laufradkonstruktion stellt einen Kompromiss innerhalb dieses Spektrums dar.
Hier ein Überblick über die Landschaft:
| Typ | Wanten | Wirkungsgradbereich | Am besten geeignet für | Vermeiden Sie es, wenn |
|---|---|---|---|---|
| Öffnen | Keine | 50–60% | Schlamme, grobe Feststoffe, Abwasser | Hoher Druck, saubere Flüssigkeiten |
| Halboffen | Nur hintere Abdeckung | 50–70% | Leichte Aufschlämmungen, Zellstoff, Petrochemie | Starke Schleifmittel, maximale Effizienz |
| Geschlossen | Vorderseite + Rückseite | 70–90% | Sauberes Wasser, Kohlenwasserstoffe, HLK | Feststoffe > 0,5 mm, faserige Materialien |

Offenes Laufrad – Maximale Feststoffdurchsatzleistung auf Kosten des Wirkungsgrads
Ein offenes Laufrad besteht aus Schaufeln, die direkt an einer zentralen Nabe befestigt sind, ohne dass sich auf beiden Seiten eine Ummantelung befindet. Da die Schaufeln vollständig freiliegen, können Feststoffe ungehindert hindurchströmen – daher ist dies die erste Wahl, wenn Verstopfungssicherheit unabdingbar ist.
Der Nachteil ist der Wirkungsgrad. Da keine Abdeckungen vorhanden sind, die den Strömungsweg begrenzen, tritt Flüssigkeit zwischen den Schaufelspitzen und dem Gehäuse zurück, wodurch Energie verloren geht. Offene Laufräder arbeiten typischerweise im Wirkungsgradbereich von 50–60%. Sie erfordern zudem eine höhere Netto-Ansaughöhe (NPSH), da das ungeschützte Auge am Einlass stärkere Turbulenzen erzeugt.
Einsatzbereiche: Grubenentwässerung, Ausbaggern, Rohabwasser, Papierbrei sowie alle Anwendungen, bei denen die Flüssigkeit große Feststoffe oder abrasive Partikel enthält. Die Wartung ist unkompliziert – das Laufrad kann ohne Demontage des Pumpengehäuses überprüft und gereinigt werden, und durch axiale Unterlegscheiben lässt sich der im Laufe der Zeit auftretende Verschleiß ausgleichen.
Ein praktischer Hinweis zum Verschleißmanagement: Offene Laufräder, die in abrasiven Betriebsbedingungen eingesetzt werden, werden häufig aus hochchromhaltigem Weißguss (HRC 55–65) gegossen oder mit austauschbaren Gummiauskleidungen versehen. Das Spiel zwischen den Schaufelspitzen und der Gehäusewendel – typischerweise 0,3–0,8 mm – ist das kritische Maß. Sobald sich dieser Abstand durch Verschleiß auf über etwa 1,5 mm vergrößert, sinkt der Wirkungsgrad stark, und das Laufrad sollte neu unterlegt oder ausgetauscht werden.
Halboffenes Laufrad – der ausgewogene Kompromiss
Bei dem halboffenen Laufrad sind die Schaufeln an einer einzigen hinteren Verkleidung befestigt, während die Vorderseite frei bleibt. Diese Hybridkonstruktion nutzt die strukturelle Festigkeit der hinteren Verkleidung und bewahrt gleichzeitig eine gewisse Fähigkeit zur Förderung von Feststoffen auf der offenen Seite.
Der Wirkungsgrad liegt zwischen 50% und 70%, womit sich das System genau zwischen offenen und geschlossenen Konstruktionen einordnet. Ein wesentliches technisches Merkmal ist das Pumpflügel an der hinteren Verkleidung – kleine radiale Rippen, die den Druck an der Stopfbuchse verringern und verhindern, dass sich Feststoffe hinter dem Laufrad ansammeln. Diese ermöglichen zudem eine axiale Einstellung, um den kritischen vorderen Spielraum aufrechtzuerhalten (im Betrieb typischerweise 0,3–0,5 mm).
Halboffene Laufräder sind die richtige Wahl für Prozessflüssigkeiten, die geringe Mengen an Schwebstoffen enthalten: chemische Zwischenprodukte, Papierstoff, leichte Aufschlämmungen und petrochemische Ströme, bei denen ein geschlossenes Laufrad verstopfen würde, ein offenes Laufrad jedoch zu große Einbußen beim Wirkungsgrad mit sich bringen würde.
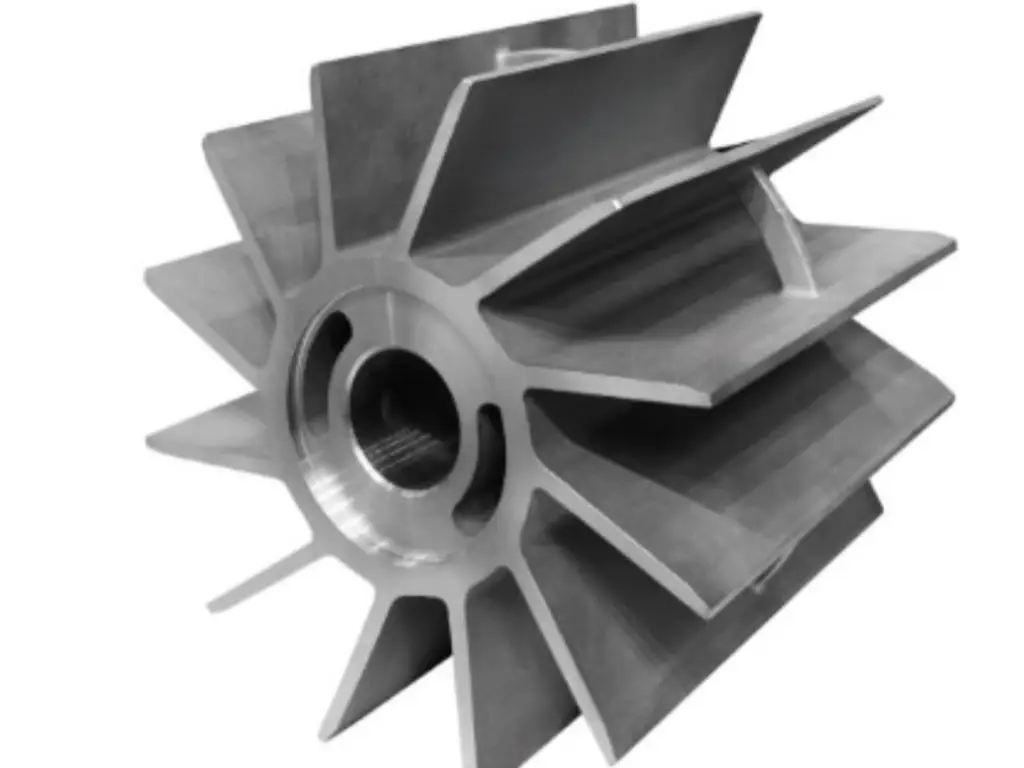
Geschlossenes Laufrad – maximale Effizienz bei sauberen Flüssigkeiten
Bei einem geschlossenen Laufrad werden die Schaufeln zwischen einer vorderen und einer hinteren Ummantelung eingeklemmt, wodurch abgedichtete interne Durchgänge entstehen, die die Flüssigkeit mit minimaler Leckage leiten. Dies ist der industrielle Standard für den Einsatz mit sauberen Flüssigkeiten – und das aus gutem Grund: Der Wirkungsgrad liegt zwischen 70% und 90% und ist damit der höchste aller Zentrifugalradkonstruktionen.
Die Präzision der inneren Strömungskanäle ist entscheidend für die Leistung eines geschlossenen Laufrads. Gussteile, die gemäß den Toleranzen CT4–CT6 (gemäß ISO 8062) gefertigt werden, gewährleisten, dass die tatsächliche Geometrie mit der hydraulischen Auslegung übereinstimmt. Eine Abweichung von nur 0,5 mm bei der Kanalbreite kann den Wirkungsgrad um 2–3 Prozentpunkte verringern – eine Differenz, die sich über die 15–20-jährige Lebensdauer einer Pumpe zu erheblichen Energiekosten summiert.
Geschlossene Laufräder basieren auf Ringe tragen — Verschleißdichtungen am Laufradauge — zur Begrenzung der internen Rückführung. Bei API 610-konformen Pumpen wird das Spiel der diametralen Verschleißringe auf 0,25–0,50 mm gehalten. Wenn Verschleißringe über die Toleranzgrenzen hinaus abgenutzt sind, sinkt der Wirkungsgrad und die Schwingungen nehmen zu. Verschleißringe sind austauschbar, und das Laufrad selbst kann im Einsatz mit sauberen Flüssigkeiten jahrzehntelang halten.
Zu den typischen Anwendungsbereichen zählen Umwälzpumpen für Heizungs-, Lüftungs- und Klimatechnik, Kesselspeisepumpen, der Transport von Kohlenwasserstoffen sowie die kommunale Wasserversorgung – also alle Anwendungen, bei denen die Flüssigkeit sauber, niedrigviskos und frei von Feststoffen ist, die größer als etwa 0,5 mm sind.
Strömungsrichtung – Radial-, Axial- und Mischströmung
Abgesehen von der Konfiguration der Schaufelblätter werden Laufräder nach der Richtung klassifiziert, in die sie das Medium fördern. Diese zweite Dimension – die durch das Laufrad bestimmt wird – spezifische Geschwindigkeit (Nₛ) — bestimmt, ob Ihre Pumpe hohen Druck bei mäßiger Fördermenge, hohe Fördermenge bei niedrigem Druck oder etwas dazwischen liefert. Die Geometrie folgt den Gesetzen der Physik.
| Laufradtyp | Strömungsmuster | Spezifische Geschwindigkeit (Nₛ)* | Förderhöhe vs. Durchfluss | Typische Anwendung |
|---|---|---|---|---|
| Radialströmung | 90° zur Wellenachse | 500–4.000 | Hohe Förderhöhe, geringer bis mittlerer Durchfluss | Kesselspeisung, Hochdruckreinigung, Mehrstufenpumpen |
| Mischströmung | Konisch (45°–60°) | 4.000–10.000 | Mittlere Förderhöhe, mittlerer bis hoher Durchfluss | Kühlwasserumwälzung, Bewässerung, Wasserverteilung |
| Axialströmung | Parallel zur Wellenachse | 10.000–16.000 | Geringe Fallhöhe (2–20 m), sehr hohe Durchflussmenge (bis zu 40.000+ m³/h) | Hochwasserschutz, Kondensatorkühlung, Tankumwälzung |
*US-amerikanische Maßeinheiten: Nₛ = N√Q / H^(3/4), wobei N = U/min, Q = GPM und H = ft pro Stufe bei BEP.
Mit steigender spezifischer Drehzahl wandelt sich das Laufrad von einem schmalen Radialrad mit großem Durchmesser zu einer breiten, propellerähnlichen Axialkonstruktion. Dazwischen liegt die Mischströmung – ein konisches Auslassprofil, das sich für Anwendungen mit mittlerer Förderhöhe eignet.
Für die meisten Anwender von Industriepumpen decken geschlossene Radiallaufräder den Großteil der Anwendungsfälle ab. Axial- und Mischströmungsausführungen kommen erst dann zum Einsatz, wenn die Durchflussmengen das Maß überschreiten, das ein Radiallaufrad in einer einzigen Stufe praktisch liefern kann.
Speziallaufräder für Feststoffe, Schlämme und Abwasser
Wenn die Flüssigkeit mehr als nur Spuren von Feststoffen enthält – man denke an Rohabwasser, Industrieschlamm oder faserige Rückstände –, reicht die übliche Einteilung in drei Typen nicht aus. Speziallaufräder opfern Effizienz zugunsten der Durchlassfähigkeit, und die Auswahlkriterien ändern sich: Bestimmen Sie zunächst die maximale Partikelgröße, die Ihre Pumpe durchlassen muss, und wählen Sie dann das Laufrad aus, das diese Größe mit dem geringsten Effizienzverlust bewältigt.
Vortex-Laufrad (Einbauausführung) – Wenn ein verstopfungsfreier Betrieb unverzichtbar ist
Ein Wirbelrad ist in die hintere Kammer des Pumpengehäuses eingelassen und erzeugt einen rotierenden Wirbel, der Flüssigkeit und Feststoffe durch die Pumpe befördert, ohne dass die Feststoffe direkt mit den Schaufeln in Berührung kommen. Die hydraulische Kupplung überträgt Energie ohne mechanische Verschiebung – die Schaufeln berühren das Fördermedium zu keinem Zeitpunkt.
Das Ergebnis kommt einem verstopfungssicheren Laufrad so nahe wie kaum ein anderes. Feststoffe mit einer Größe von bis zu 100 mm sowie langfaserige Materialien wie Lappen und Feuchttücher werden zuverlässig durchgeleitet. Der Preis dafür: Der Wirkungsgrad liegt laut den von KSB veröffentlichten Leistungsdaten für ihre F-max-Vortex-Konstruktion bei maximal 59% (KSB SE & Co. KGaA, 2025). Der Energieverbrauch liegt etwa 30–40% höher als bei einem geschlossenen Laufrad, das denselben Durchfluss fördert.
Verwenden Sie ein Wirbelrad, wenn die durch Verstopfungen verursachten Ausfallzeiten höhere Kosten verursachen als der zusätzliche Energieverbrauch – typische Anwendungsfälle sind die Aufnahme von Rohabwasser, Überläufe aus Mischkanalisationen und Industrieabwässer mit unvorhersehbarer Feststoffbelastung. Aufgrund der begrenzten Wirkungsgradgrenze sollten Wirbelpumpen zudem sorgfältig dimensioniert werden: Eine Überdimensionierung verstärkt die Energieverschwendung.
Kanalrad – Hocheffiziente Feststoffförderung
Ein Kanalrad verfügt über eine geschlossene Bauweise mit 2–3 überdimensionierten, glattwandigen Kanälen anstelle mehrerer schmaler Schaufeln. Die großen Kanäle lassen Feststoffe passieren, während die ummantelte Bauweise den hydraulischen Wirkungsgrad gewährleistet.
Der Leistungsunterschied ist auffällig: Geschlossene Mehrkanal-Laufräder erreichen einen Bestwirkungsgrad von 86% und kommen damit fast an geschlossene Laufräder für reine Flüssigkeiten heran, während sie Feststoffe mit einer Größe von bis zu etwa 80 mm durchlassen (KSB SE & Co. KGaA, 2025). Varianten mit offenem Kanal (radiale Mehrflügelausführung) erreichen 84% und bewältigen einen Trockensubstanzgehalt von bis zu 8%.
Der Kompromiss: Kanalradscheiben benötigen vorgesiebtes oder mechanisch behandeltes Abwasser. Lange Fasern können sich dennoch um die Schaufeln wickeln, und ein Gasgehalt von über etwa 5% führt zu Leistungsschwankungen. Bei Belebtschlamm, Regenwasser und Industrieabwässern mit vorhersehbaren Feststoffmerkmalen bietet das Kanalrad oft das optimale Gleichgewicht zwischen Wirkungsgrad und Zuverlässigkeit.
Schneid- und Mahlrad-Laufräder – Aktive Feststoffreduktion
Während Wirbel- und Kanalrührwerke Feststoffe passiv durchleiten, zerkleinern Schneid- und Mahlrührwerke diese aktiv, bevor sie gefördert werden.
A Schneidrad verfügt über einen scharfkantigen Schneidemechanismus am Einlass des Laufrads, der faserige Materialien – Wischtücher, Lappen, Jeansstoff – in Stücke zerschneidet, die klein genug sind, um durch den Auslass zu gelangen. Der Wirkungsgrad ist gering (etwa 42%), doch die Alternative bei Abflussleitungen mit kleinem Durchmesser (DN 32–65) sind häufige Verstopfungen. Schneidpumpen sind Standard in Druckkanalisationen, in denen Feststoffe lange Strecken durch kleine Rohre zurücklegen müssen.
A Mahlrad geht noch einen Schritt weiter und zerkleinert Feststoffe gegen einen feststehenden Schneidring, bis sie durch eine Siebplatte mit typischerweise 6–10 mm großen Öffnungen gelangen. Zerkleinerungspumpen kommen zum Einsatz, wenn nachgeschaltete Anlagen (Siebe, Filter, Membranen) strenge Grenzwerte für den Feststoffdurchlass haben oder wenn der Durchmesser der Druckleitung für größere Pumpen einfach zu klein ist.
Wie die Konstruktion des Laufrads den Fertigungsprozess beeinflusst
Dies ist der Aspekt, den die meisten Artikel außer Acht lassen – und doch ist er von entscheidender Bedeutung. Die Wahl des Laufradtyps bestimmt nicht nur die Leistung der Pumpe, sondern auch, wie das Laufrad konstruiert sein muss. Wenn Sie diesen Zusammenhang verstehen, können Sie Anbieter besser bewerten, Angebote fundiert vergleichen und Qualitätsrisiken erkennen, bevor sie zu Ausfällen im Einsatz führen.
So funktioniert die Zuordnung:
| Laufradtyp | Typischer Ablauf | Entscheidender Qualitätsfaktor |
|---|---|---|
| Geschlossen (klein bis mittel, ≤ 50 kg) | Feinguss mit Silikatsol | Genauigkeit der Innenkanäle, Oberflächengüte |
| Offen / Halboffen (beliebige Größe) | Feinguss oder Sandguss | Verschleißfestigkeit, Formstabilität |
| Groß (Durchmesser > 500 mm) | Sandguss + CNC-Nachbearbeitung | Umfang der zerstörungsfreien Prüfung, Qualitätsstufe „Balance“ |
Feinguss – Präzisionsfertigung für komplexe Laufradgeometrien
Geschlossene Laufräder stellen eine Herausforderung bei der Fertigung dar: Die inneren Strömungskanäle zwischen den Mantelteilen sind für Werkzeugmaschinen nicht zugänglich. Die einzige Möglichkeit, diese Durchgänge herzustellen, besteht darin, sie bereits beim Gießen zu formen – und das einzige Verfahren, das die dafür erforderlichen geometrischen Anforderungen erfüllt, ist Feinguss mit Silikatsol (auch als Wachsausschmelzverfahren bezeichnet).
Der Prozess beginnt mit einem Wachsmodell – einer exakten Nachbildung des fertigen Laufrads, einschließlich der inneren Kanäle. Dieses Modell wird wiederholt in eine Keramikschlämme getaucht, um eine 6–7 Schichten dicke Hülle aufzubauen, wobei jede Schicht 4–6 Stunden lang getrocknet wird. Eine Gießerei mit automatisierten Schalenformanlagen kann den gesamten Schalenformaufbau in etwa 36 Stunden abschließen – etwa fünfmal schneller als beim manuellen Schalenformaufbau und mit weitaus besserer Gleichmäßigkeit.
Nach dem Entwachsen und Brennen wird geschmolzenes Metall in die Keramikschale gegossen. Nach dem Erstarren wird die Schale aufgebrochen, wodurch ein nahezu endkonturiertes Laufrad zum Vorschein kommt, das nur noch eine minimale Nachbearbeitung an der Bohrung, den Stirnflächen und den Ausgleichsflächen erfordert.
Für die Leistung einer Pumpe kommt es auf die Präzision an. Beim Feinguss wird routinemäßig Maßtoleranz CT4–CT6 (ISO 8062) und Ra 3,2 μm Oberflächengüte an den Strömungskanälen – das heißt, die Gussgeometrie entspricht nahezu genau dem CAD-Modell des Hydraulikkonstrukteurs. Bei einem geschlossenen Laufrad mit 5–7 Schaufeln und komplexer 3D-Krümmung führt diese „Near-Net“-Präzision direkt zu einem Wirkungsgrad, der am Betriebspunkt den Spezifikationen entspricht.
Gießereien, die diese Präzision mit einer breiten Legierungspalette kombinieren können – Edelstahl (304, 316, Duplex), Nickelbasislegierungen (Hastelloy, Inconel) und Werkzeugstähle –, bieten Pumpenherstellern eine Lösung aus einer Hand für ihr gesamtes Laufrad-Portfolio. Fragen Sie bei der Bewertung eines Gusslieferanten nach dessen Automatisierung der Formherstellung, der Toleranzfähigkeit und der abgedeckten Legierungspalette. Diese drei Faktoren bestimmen sowohl die Lieferzeit als auch die gleichbleibende Qualität.
Sandguss und alternative Verfahren – Wenn Größe und Wirtschaftlichkeit das Verfahren bestimmen
Bei großen Laufrädern – man denke an Durchmesser von 500 mm und mehr – erweist sich das Feingussverfahren als unpraktisch. Die Wachsmodelle werden unhandlich, die Keramikschalen erfordern riesige Fördergeräte, und die Kostenkurve steigt steil an. Jenseits des Bereichs von 50–100 kg, Sandguss setzt sich als wirtschaftliche Alternative durch.
Der Nachteil liegt in der Präzision. Beim Sandguss werden in der Regel Toleranzen von CT8 bis CT10 erreicht – das sind zwei bis vier Klassen weniger als beim Feinguss. Die Oberflächenbeschaffenheit ist rauer, und für die Endbearbeitung muss mehr Material stehen gelassen werden. Bei großen offenen oder halboffenen Laufrädern mit einfacheren Geometrien überwiegen die Kosteneinsparungen jedoch den zusätzlichen Bearbeitungsaufwand.
Nach dem Guss erfordern große Laufräder umfangreichere CNC-Bearbeitungen: Bohrungsbearbeitung, Stirnflächendrehen, Profilieren der Schaufelspitzen und dynamisches Auswuchten. Die angestrebte Auswuchtklasse beträgt in der Regel G6.3 oder G2.5 (ISO 1940), was durch Hinzufügen oder Entfernen von Gewicht an bestimmten Stellen erreicht wird.
Für das Rapid Prototyping oder für hochkomplexe Kühlkanäle, die sich nicht im Gussverfahren realisieren lassen, bietet sich der 3D-Druck (additive Fertigung) als neue Alternative an – auch wenn er derzeit noch auf kleine Stückzahlen und Speziallegierungen beschränkt ist.

Auswahl des Laufradwerkstoffs entsprechend dem Fördermedium
Sie haben den Laufradtyp ausgewählt. Nun müssen Sie noch den Werkstoff festlegen. Die Wahl der falschen Legierung kann eine ansonsten perfekt konstruierte Pumpe innerhalb weniger Wochen unbrauchbar machen.
Die drei Faktoren, die die Materialauswahl bestimmen, sind Flüssigkeitschemie (Korrosion), Temperatur (mechanische Eigenschaften bei Betriebstemperatur) sowie Abrasivität (Erosionsbeständigkeit). In der folgenden Tabelle sind gängige Einsatzbereiche für Medien den gängigen Werkstoffauswahlen zugeordnet.
| Material | Am besten geeignet für | Vermeiden Sie es, wenn | Typischer Laufradtyp |
|---|---|---|---|
| Gusseisen (graues/duktiles) | Sauberes, kaltes Wasser, pH-neutral | Korrosive Flüssigkeiten, Meerwasser | Geschlossen (groß), Offen |
| Bronze | Meerwasser, leicht korrosiv | Hochgeschwindigkeitssand (Erosion) | Geschlossen (Schiffspumpen) |
| Edelstahl 304/316 | Lebensmittelverträgliche, milde Chemikalien, heißes Wasser | Hoher Chloridgehalt (Cl⁻ > 200 ppm → 316L oder Duplex) | Geschlossen, halboffen |
| Duplex-Edelstahl (2205) | Meerwasser, Chloride > 200 ppm, Säuren | Preisgünstig (2–3 × 316 Kosten) | Geschlossen (kritischer Dienst) |
| Weißes Eisen mit hohem Chromgehalt | Abrasive Aufschlämmungen, Bergbauabfälle | Schlagbelastungen (spröde) | Offen, halboffen |
| auf Nickelbasis (Hastelloy, Inconel) | Starke Säuren, Einsatz bei > 800 °C | Standardanwendungen (überdimensioniert) | Geschlossen (Fachgeschäft) |
Ein Hinweis zu Chloriden: Edelstahl 316L ist bei Umgebungstemperatur für Chloridkonzentrationen von bis zu etwa 200 ppm geeignet, doch dieser Grenzwert sinkt mit steigender Temperatur stark ab. Für Anwendungen mit Meerwasser oder Brackwasser verträgt Duplex-Edelstahl (2205) Chloridkonzentrationen von über 1.000 ppm und bietet etwa die doppelte Streckgrenze von 316L – was bei gleicher Druckstufe dünnere und leichtere Laufradkonstruktionen ermöglicht.
In extremen Umgebungen – wie beispielsweise bei konzentrierten Säuren, kryogenen Temperaturen oder oxidierenden Atmosphären mit hohen Temperaturen – sind Superlegierungen auf Nickelbasis unverzichtbar. Gießereien mit Erfahrung in über 200 Legierungssorten können bei der Materialauswahl über das Angebot eines Standardkatalogs hinaus beraten.
Wenn Sie Pumpenlaufräder beschaffen möchten und einen Fertigungspartner mit Präzisionsfeingusskompetenz suchen – einschließlich Toleranzen nach CT4–CT6, einer Oberflächengüte von Ra 3,2 in den inneren Strömungskanälen und einer metallurgischen Abdeckung von über 200 Legierungen –, dann ist BesserCast (www.bessercast.com) ist ein spezialisiertes Präzisions-Feinguss-Gießerei mit über 20 Jahren Erfahrung in Gussteile für Pumpenkomponenten.
Literaturverzeichnis
- KSB SE & Co. KGaA. “Anwendungen in der Abwassertechnik: Auswahl von Pumpenlaufrädern.” 2025. https://www.ksb.com/en-gb/solutions/waste-water-technology/selecting-pump-impellers
- ISO 8062-3:2007. “Geometrische Produktspezifikationen (GPS) – Maß- und Geometrietoleranzen für Formteile.” Internationale Organisation für Normung.
- API-Norm 610. “Zentrifugalpumpen für die Erdöl-, Petrochemie- und Erdgasindustrie”. American Petroleum Institute.
- ISO 1940-1:2003. “Mechanische Schwingungen – Anforderungen an die Auswuchtqualität von Rotoren im konstanten (starren) Zustand.” Internationale Organisation für Normung.
- BesserCast. “Hersteller von Präzisionsfeingussteilen.” https://www.bessercast.com/
- BesserCast. “Pumpenwerkstoffe und Gussteile.” https://www.bessercast.com/pump-materials/
- BesserCast. “Kontakt.” https://www.bessercast.com/contact/



