Offenes vs. geschlossenes Laufrad – So wählen Sie den richtigen Typ aus und welche Fragen Sie Ihrem Gusslieferanten stellen sollten
Wenn Sie schon einmal vor einem Pumpenkatalog oder einem Stapel von Lieferantenangeboten gestanden und sich gefragt haben, ob ein offenes oder ein geschlossenes Laufrad in Ihr System passt, sind Sie in guter Gesellschaft. Die Frage scheint einfach zu sein. Die Antwort hängt jedoch, wie die meisten Ingenieure feststellen, von einer Handvoll Variablen ab, die keine einzelne Vergleichstabelle vollständig erfassen kann. Dieser Artikel führt Sie durch diese Variablen – von den strukturellen Unterschieden, die Sie sich bildlich vorstellen können, bis hin zu den Details der Gussbeschaffung, die in den meisten Leitfäden nicht behandelt werden.
Offenes vs. geschlossenes Laufrad – Konstruktionsunterschiede
Bevor Leistungsdaten überhaupt eine Rolle spielen, muss man sich ein klares Bild davon machen, was diese beiden Konstruktionen voneinander unterscheidet. Stellen Sie sich einen Tischventilator vor, dessen Flügel offen in der Luft rotieren. Das ist die grobe Vorstellung hinter einem offenen Laufrad. Stellen Sie sich nun dieselben Flügel vor, die in einem flachen, scheibenförmigen Gehäuse eingeschlossen sind, das nur einen zentralen Einlass und einen Auslass am Rand hat – das ist ein geschlossenes Laufrad. Die Analogie ist nicht perfekt, aber sie weckt die richtigen Erwartungen für das, was folgt.
Konstruktion offener Laufräder und Strömungseigenschaften
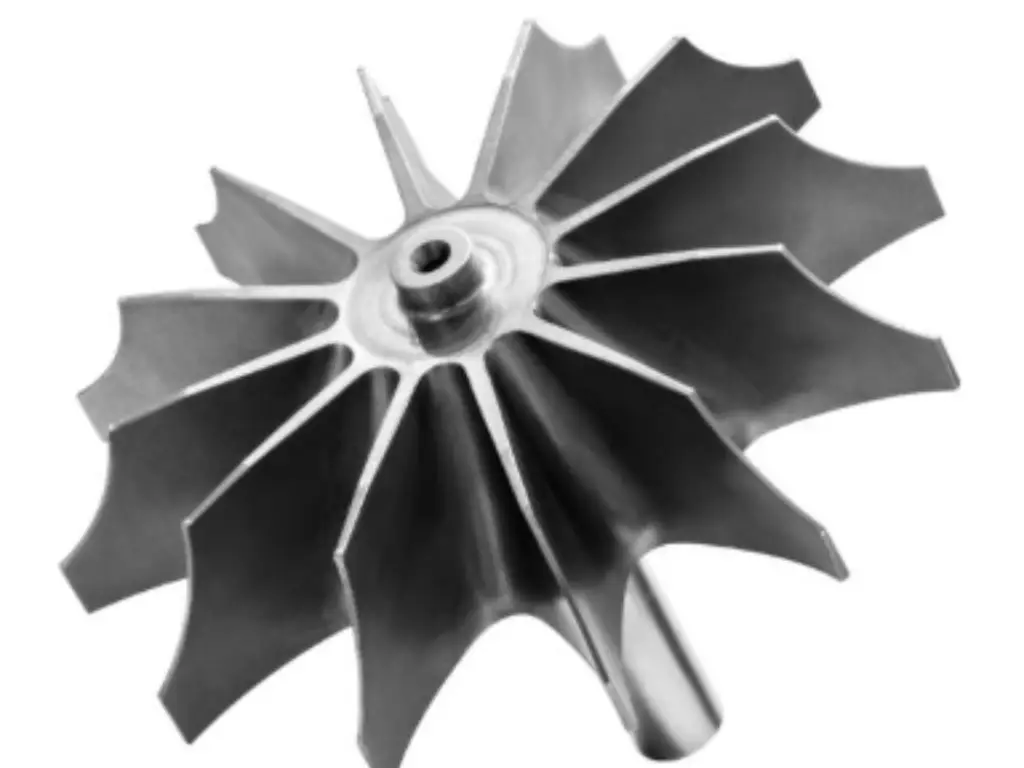
Ein offenes Laufrad besteht aus Schaufeln, die an einer zentralen Nabe befestigt sind, wobei die Schaufelspitzen nicht durch eine vordere Verkleidung abgedeckt sind. Bei einigen Konstruktionen entfällt auch die hintere Abdeckung, sodass die Schaufeln nahezu frei stehen. Diese freiliegende Bauweise schafft einen Spalt zwischen jeder Schaufelspitze und dem Pumpengehäuse, der je nach Laufraddurchmesser typischerweise 0,3 bis 0,8 mm beträgt. Dieser Spalt ist die Ursache für nahezu jeden Kompromiss bei der Leistung, auf den Sie stoßen werden.
Da die Laufschaufeln nicht abgedichtet sind, strömt ein Teil der Flüssigkeit rückwärts über die Schaufelspitzen zurück, anstatt sich vorwärts in den Auslass zu bewegen. Diese Leckage verringert den volumetrischen Wirkungsgrad und begrenzt den typischen Wirkungsgradbereich auf 50% bis 70%. Der Vorteil liegt ebenso auf der Hand: Da keine geschlossenen Kanäle vorhanden sind, in denen sich Schmutz ansammeln könnte, können Feststoffe, Fasern oder Schlamm ungehindert passieren. Ein offenes Laufrad lässt sich ohne Demontage der Pumpe visuell überprüfen – ein praktischer Vorteil, den Wartungsteams sehr schätzen.
Eine halboffene Variante verfügt über eine hintere Verkleidung, während die Vorderseite offen bleibt, und bietet damit einen Mittelweg mit einem Wirkungsgrad von etwa 60% bis 75%. Die freitragende Flügelkonstruktion offener Ausführungen führt jedoch zu niedrigeren Eigenfrequenzen als bei geschlossenen Alternativen. Daher lohnt es sich, bei der Auslegung besonders auf das Schwingungsverhalten zu achten.
Geschlossene Laufradkonstruktion und interne Strömungswege
Bei einem geschlossenen Laufrad werden die Schaufeln zwischen einer vorderen und einer hinteren Mantelplatte eingeklemmt, wodurch abgedichtete interne Strömungskanäle entstehen, die die Flüssigkeit gezielt vom Laufradaugen zum Auslass leiten. Verschleißringe, also austauschbare Spaltringe, die an beiden Mantelgehäusen angebracht sind, sorgen für den engen Spalt zwischen dem rotierenden Laufrad und dem feststehenden Gehäuse. Bei einer neuen Pumpe beträgt dieser Spalt in der Regel 0,2 bis 0,5 mm.
Durch die Abdichtung des Strömungswegs werden die Leckageverluste an der Laufspitze vermieden, die offene Konstruktionen beeinträchtigen, wodurch der Wirkungsgrad in den Bereich von 70% bis 90% gesteigert wird. Eine 2022 in „Frontiers in Energy Research“ veröffentlichte Studie ergab, dass geschlossene Laufräder unter den gängigen Zentrifugalbauweisen die gleichmäßigste Druckverteilung und die geringste Druckpulsationsamplitude aufweisen. Dies ist ein bedeutender Vorteil in Anwendungen, in denen Vibrationen direkt zu Lagerverschleiß und Dichtungsausfällen führen. Die Konstruktion mit doppelter Verkleidung verleiht dem Rotorsystem zudem höhere Eigenfrequenzen, wodurch Resonanzen über den gesamten Betriebsdrehzahlbereich hinweg leichter vermieden werden können.
Der Kompromiss ist ebenso klar. Feststoffpartikel, die in die abgedichteten Kanäle gelangen, werden zwischen den Schaufeloberflächen und den Mantelblenden eingeschlossen. Sobald sich der Spielraum des Verschleißrings auf über etwa 0,8 bis 1,0 mm vergrößert – was im abrasiven Betrieb allmählich geschieht –, schwindet der Wirkungsgradvorteil, und die Ringe müssen ausgetauscht werden. Es gibt keine Nachjustierung vor Ort, mit der sich dieser wiederherstellen ließe. API 610, mittlerweile in der 11. Auflage, lässt vollständig geschlossene, halboffene und offene Laufradkonstruktionen zu. Dies spiegelt die Tatsache wider, dass keine einzelne Bauweise für jede Anwendung optimal ist.
Effizienz und Leistung – in Zahlen
Zahlen ohne Kontext können irreführend sein. Der Effizienzunterschied zwischen offenen und geschlossenen Laufrädern ist zwar real, verengt oder vergrößert sich jedoch je nach spezifischer Drehzahl, Betriebspunkt und Wartungszustand. Die folgende Tabelle zeigt die entscheidenden Faktoren auf.
| Dimension | Offenes Laufrad | Geschlossenes Laufrad | Anmerkungen |
|---|---|---|---|
| Wirkungsgradbereich | 50–70% | 70–90% | Halboffen: 60–75%; der Abstand verringert sich bei höheren spezifischen Drehzahlen |
| Stückzahl pro Stufe | Höhere theoretische Obergrenze (~15.000–25.000 ft·lb/lb Masse) | Niedrigere Obergrenze aufgrund von Zentrifugalkräften in der Verkleidung | Bei offenen Laufrädern fehlt die Belastungsgrenze der vorderen Verkleidung |
| Spitzengeschwindigkeit | Bis zu ~130 ft/s, begrenzt durch die Zugfestigkeit des Materials | Bis zu ~130 ft/s, begrenzt durch Erosion in verschmutztem Wasser | Die Höchstgeschwindigkeit hängt bei beiden Typen von der Materialauswahl ab |
| Druckpulsation | Höhere Amplitude, insbesondere in der Nähe der Volutenzunge | Geringste Amplitude, gleichmäßigste Verteilung | Frontiers in Energy Research, 2022 |
| Vibrationsstabilität | Je niedriger die Eigenfrequenz, desto mehr Schwingungsmoden müssen berücksichtigt werden | Höhere Eigenfrequenz, einfachere Vermeidung von Resonanzen | Die Beschränkung durch die doppelte Ummantelung erhöht die Eigenfrequenz des Rotorblatts |
| NPSH-Anforderung | In der Regel höher | In der Regel niedrigerer, breiterer sicherer Betriebsbereich | Gilt für Anlagen mit eingeschränkten Saugbedingungen |
| Axialschub | Höher (sofern keine Pumpflügel verwendet werden) | Nach unten | Die Umhüllungen gleichen Axialkräfte aus und verlängern so die Lebensdauer der Lager |
Eine Nuance, die in Marketing-Vergleichstabellen selten zur Sprache kommt, verdient Beachtung. Praktizierende Ingenieure in Foren wie Eng-Tips weisen schon seit Langem darauf hin, dass ein halboffenes Laufrad im Neuzustand zwar einen um etwa 2% höheren Spitzenwirkungsgrad als eine geschlossene Bauweise erzielen kann, dieser Vorteil jedoch eine “scheinbare Effizienz” darstellt. Sobald die axiale Einstellung des Laufrads abweicht oder die Schaufelspitzen Verschleißerscheinungen zeigen, sinkt der Wirkungsgrad unter den eines ordnungsgemäß gewarteten geschlossenen Laufrads. Was man auf dem Prüfstand misst und was man nach 4.000 Betriebsstunden erhält, sind zwei verschiedene Dinge.
Wo sich die einzelnen Laufradtypen bewähren – Anwendungsmatrix
Die Auswahl eines Laufradtyps ohne Angabe der zu fördernden Flüssigkeit ist vergleichbar mit der Auswahl von Reifen ohne Angabe der Straßenoberfläche. Die folgende Tabelle ordnet gängige Anwendungsfälle den dafür am besten geeigneten Laufradkonstruktionen zu und erläutert die Gründe für die jeweilige Empfehlung.
| Anwendung | Flüssigkeitstyp | Empfohlenes Laufrad | Warum |
|---|---|---|---|
| Kommunale Wasserversorgung | Sauberes Wasser | Geschlossen | Maximale Effizienz im Dauerbetrieb, keine Feststoffe |
| Bewässerung und Entwässerung | Klares bis leicht trübes Wasser | Geschlossen oder halboffen | Effizienz ist wichtig; halb offen, wenn gelegentlich Fremdkörper zu erwarten sind |
| Kesselspeisewasser | Hochreines Wasser | Geschlossen | Dauerhaft hohe Effizienz, Null-Feststoff-Toleranz |
| Chemische Verarbeitung | Umweltfreundliche Chemikalien, Lösungsmittel | Geschlossen | Der abgedichtete Durchflussweg verhindert eine Verunreinigung |
| Öl- und Gastransport | Reine Öle, raffinierte Produkte | Geschlossen | Effizienz und Dichtheit haben Vorrang |
| Abwasser & Kanalisation | Abwasser mit Feststoffen und Fasern | Offen oder halboffen | Feststoffe gelangen hindurch; geschlossene Laufräder verstopfen schnell |
| Bergbau-Schlämme und Abraum | Abrasive Fest-Flüssig-Gemische | Geschlossen, mit Hartmetall oder Gummi ausgekleidet | Für die harten Feststoffe sind verschleißfeste Werkstoffe erforderlich, keine offene Bauweise. |
| Papier und Zellstoff | Fasersuspensionen | Halboffen | Fasern wickeln sich um geschlossene Hüllen; halboffene Griffe aus faserigem Material |
| Lebensmittelverarbeitung | Viskose Flüssigkeiten, weiche Feststoffe | Offen oder halboffen | Reinigungsfreundlichkeit und Feststoffverträglichkeit |
| Pharmazeutisch | Hochreine Flüssigkeiten | Geschlossen | Kein Kontaminationsrisiko, CIP-kompatibel |
| Entwässerung im Bauwesen | Schmutziges Wasser mit Fremdkörpern | Öffnen | Toleranz gegenüber Verunreinigungen vor Effizienz |
| Schiffsballast | Meerwasser mit Lebewesen | Offen oder halboffen | Toleranz gegenüber mitgeführten Stoffen |
Der Markt für ANSI-Chemiepumpen hat sich weitgehend auf halb offene Laufräder mit Gewinde standardisiert. Modelle wie die Goulds 3196 und die Durco Mark III sind in diesem Bereich allgegenwärtig. Der Markt für Wasser-, Bewässerungs- und Gebäudetechnik hingegen setzt nach wie vor fest auf geschlossene Laufradkonstruktionen mit Passfeder. Keine der beiden Seiten nähert sich der anderen an, und das aus gutem Grund: Die Fördermedien und Betriebsprofile unterscheiden sich grundlegend.
Wartung, Verschleiß und die tatsächlichen Kosten
Die Anschaffungskosten geben nur einen Bruchteil des Gesamtbildes wieder. Die Wahl des Laufradtyps bestimmt, wie sich die Wartungskosten über die gesamte Lebensdauer der Pumpe entwickeln werden.
Überprüfung und Reinigung. Bei offenen Laufrädern lassen sich die Innenflächen ohne Demontage einer Sichtprüfung unterziehen. Ein Wartungstechniker kann den Zustand der Schaufeln innerhalb weniger Minuten durch die Gehäuseöffnung beurteilen. Bei geschlossenen Laufrädern ist eine Demontage erforderlich, um die inneren Strömungskanäle zu untersuchen. Hat sich in den ummantelten Kanälen eine Verstopfung gebildet, ist deren Beseitigung eine arbeitsintensive Aufgabe.
Verschleißausgleich. Hier bieten offene Laufräder einen entscheidenden betrieblichen Vorteil. Da sich die Flügelspitzen und das Gehäuse im Laufe der Zeit abnutzen, kann die rotierende Baugruppe axial justiert werden, um das ursprüngliche Spitzenabstand wiederherzustellen. Dies ist ein 30-minütiger Eingriff vor Ort ohne Ersatzteilkosten. Geschlossene Laufräder hingegen sind auf Verschleißringe angewiesen. Sobald der Abstand den zulässigen Grenzwert überschreitet, müssen die Ringe ausgetauscht werden. Die typischen Ersatzteilkosten liegen bei einer Pumpe mittlerer Baugröße zwischen $200 und $800, hinzu kommen 4 bis 8 Stunden Arbeitszeit in der Werkstatt.
Herstellungskosten. Offene Laufräder lassen sich einfacher gießen, da keine inneren Hohlräume oder lösbare Kerne erforderlich sind. Geschlossene Laufräder erfordern komplexere Gussformen. Die inneren Strömungskanäle zwischen den Mantelblättern erfordern oft mehrteilige Schalenformen oder lösbare Keramikkernformen, wodurch die Kosten für die Gussformen auf etwa das 1,5- bis 2-Fache der Kosten für eine vergleichbare offene Bauweise steigen.
Lebenszyklusökonomie. In einer Anwendung mit reiner Flüssigkeit und hoher Einschaltdauer, wie beispielsweise einer Kesselspeisepumpe, die 7.000 Stunden pro Jahr läuft, macht der Wirkungsgradvorteil des geschlossenen Laufrads die höheren Anschaffungskosten allein durch Energieeinsparungen bereits innerhalb der ersten 18 bis 24 Betriebsmonate wieder wett. Bei einer Anwendung mit verschmutztem Wasser, bei der die Pumpe ohnehin vierteljährlich zur Reinigung zerlegt wird, geben die Reparaturfreundlichkeit und Einstellbarkeit eines offenen Laufrads den Ausschlag bei den Gesamtbetriebskosten. Keiner der beiden Typen ist in absoluten Zahlen günstiger. Die Rechnung ändert sich je nach Anwendung.
Die richtige Wahl treffen – Ein praktischer Entscheidungsrahmen
Nachdem Sie sich die oben genannten Details zu Herzen genommen haben, lässt sich die Auswahlentscheidung auf drei Fragen reduzieren. Beantworten Sie diese ehrlich unter Berücksichtigung Ihrer Betriebsbedingungen, und die Empfehlung ergibt sich von selbst.
| Szenario | Empfohlener Typ | Zu akzeptierender Kompromiss |
|---|---|---|
| Sauberes Wasser, Dauerbetrieb, >6.000 Std./Jahr | Geschlossen | Höhere Komplexität bei der Wartung |
| Abwasser mit Feststoffen und Fasern | Offen oder halboffen | Geringerer Wirkungsgrad |
| Chemischer Prozess, hohe Reinheit erforderlich | Geschlossen | Anfälligkeit für Verstopfungen (Sieb vorgeschaltet installieren) |
| Ferninstallation, eingeschränkter Wartungszugang | Öffnen | Effizienzverlust im Vergleich zur Verfügbarkeit akzeptabel |
| Abrasivschlamm (Bergbau, Ausbaggern) | Geschlossenes Hartmetall | Kein offenes Laufrad – wählen Sie das Material, nicht die Bauweise |
Die Abfolge der drei Fragen orientiert sich eher an einem diagnostischen Ansatz als an einer Nachschlagetabelle, da die Pumpenauswahl im Kern eine Diagnose der Betriebsbedingungen ist. Beantworten Sie die Fragen der Reihe nach, und der Laufradtyp ergibt sich von selbst.
Von der Auswahl bis zur Beschaffung – Was Sie Ihren Casting-Lieferanten fragen sollten
Zu wissen, welchen Laufradtyp Sie benötigen, ist eine Sache. Diese Anforderung in eine Spezifikation umzusetzen, die Ihr Gusslieferant umsetzen kann, ist eine andere. Dies ist der Schritt, den die meisten Online-Ratgeber gänzlich dem Zufall überlassen. Wenn Sie sich vor dem Versenden der Angebotsanfrage mit den Grundlagen der Materialauswahl und den Qualitätsanforderungen vertraut machen, sparen Sie sich mindestens eine Runde des Hin und Her.

Werkstoffsorten und Gussverfahren nach Laufradtyp
Der Laufradtyp beeinflusst sowohl die Wahl des Werkstoffs als auch das Gussverfahren, das die Gießerei anwenden wird. In der folgenden Tabelle sind die typischen Kombinationen aufgeführt.
| Laufradtyp | Typische Werkstoffgüten | Empfohlenes Gussverfahren | Wichtige Überlegungen |
|---|---|---|---|
| Offenes Laufrad | SS304, SS316, Kohlenstoffstahl, Bronze | Sandguss oder Feinguss | Eine einfachere Geometrie ermöglicht kostengünstigeres Sandgussverfahren; bei kleinen Laufrädern wird aufgrund engerer Toleranzen der Feinguss bevorzugt. |
| Geschlossenes Laufrad | SS316, SS316L, Duplex-Edelstahl (2205, 2507), Nickellegierungen (Hastelloy C-276) | Feinguss mit Silikatsol | Interne Strömungskanäle erfordern eine präzise Schalenfertigung – Quarzsol gewährleistet die erforderlichen Toleranzen CT4–CT6 (ISO 8062) und eine Oberflächengüte von Ra 3,2–6,3 µm im Inneren der Kanäle |
| Halboffenes Laufrad | SS304, SS316, Duplex, Aluminiumbronze | Feinguss oder 5-Achsen-CNC-Bearbeitung aus einem Rohling | Die Geometrie der hinteren Verkleidung eignet sich für den Feinguss; bei Kleinserien kann die maschinelle Bearbeitung vorteilhafter sein |
| Hochtemperatur | Inconel 625, Inconel 718, K418, IN657 | Vakuum-Feinguss | Superlegierungen auf Nickelbasis müssen im Vakuum geschmolzen werden, um eine Oxidation zu verhindern und dünnwandige Bauteile mit einer Wandstärke von bis zu 0,5 mm herstellen zu können. |
| Korrosiv (Chloride) | Duplex 2205, Super-Duplex 2507, Hastelloy C-276 | Kieselsol oder Vakuum-Feinguss | Material-Upgrade-Pfad: SS316 → Duplex → Super-Duplex → Hastelloy bei steigender Chloridkonzentration und Temperatur |
Geschlossene Laufräder erfordern bei der Erstellung einer Materialspezifikation besondere Sorgfalt. Die inneren Strömungskanäle zwischen den Mantelblättern sind nach dem Guss für eine Sichtprüfung nicht zugänglich. Wenn sich in diesen Kanälen ein Schrumpfhohlraum oder eine Gasporosität bildet, bleibt dies ohne die richtige zerstörungsfreie Prüfung (ZfP) unentdeckt. Unter zyklischer Belastung während des Betriebs kann sich dieser verborgene Defekt zu einem Riss ausweiten, der durch keine noch so sorgfältige Wartung erkannt wird, bis das Laufrad ausfällt. Aus diesem Grund ist der Gussprozess ebenso wichtig wie die in der Zeichnung angegebene Werkstoffsorte.
Qualitätssicherung – Zertifizierungen und Prüfverfahren, auf die es ankommt
Durch die Festlegung der richtigen Prüfverfahren für jeden Laufradtyp lassen sich die beiden häufigsten Fehler bei der Beschaffung vermeiden: die Festlegung zu umfangreicher Prüfungen, die unnötige Kosten verursachen, und die Festlegung zu knapper Prüfungen, bei denen kritische Mängel unentdeckt bleiben.
| Prüfverfahren | Offenes Laufrad | Geschlossenes Laufrad | Was es erkennt |
|---|---|---|---|
| Sichtprüfung (VT) gemäß ASTM E165 | Unbedingt erforderlich – alle zugänglichen Außenflächen | Nur für den Außenbereich geeignet – Innenausstattung nicht sichtbar | Oberflächenrisse, Gussgrate, offensichtliche Porosität |
| Eindringfarbstoff (PT) | Unverzichtbar – schnelle und kostengünstige Oberflächenprüfung | Eingeschränkt – interne Durchgänge sind nicht erreichbar | Oberflächenbrechende Defekte an zugänglichen Stellen |
| Röntgenprüfung (RT) gemäß ASTM E446 | In der Regel nicht erforderlich | Unverzichtbar – die einzige Möglichkeit, die Integrität interner Kanäle zu überprüfen | Innenschrumpfung, Gasporosität und Risse in umhüllten Strömungskanälen |
| Ultraschallprüfung (UT) | Geeignet für dicke Querschnitte | Wichtig – Überprüfung der Wanddicke und Erkennung von Fehlern im Untergrund | Innere Fehler und Wanddickenkonformität |
| Maßprüfung mit Koordinatenmessgeräten (CMM) | Unbedingt erforderlich – kritische Befestigungsmaße überprüfen | Unbedingt erforderlich – außerdem ist die Geometrie der internen Durchgänge zu überprüfen, sofern diese zugänglich sind | Maßhaltigkeit gemäß Zeichnung; Toleranz nach CT4–CT6 (ISO 8062) |
| Dynamisches Auswuchten gemäß ISO 1940 | Wichtig für Hochgeschwindigkeitsgeräte | Wichtig – Geschlossene Laufräder arbeiten bei höheren Drehzahlen und müssen strengere Schwingungsgrenzwerte einhalten | Durch Unwucht verursachte Schwingungen; Zielwert G6.3 für Standardpumpen, G2.5 für Hochgeschwindigkeitspumpen |
Die Anforderung einer Röntgenprüfung für geschlossene Laufräder ist bei kritischen Anwendungen unverzichtbar. Ein Lieferant, der sich bei der Röntgenprüfung eines geschlossenen Laufrads weigert, verlangt im Grunde genommen von Ihnen, ein blindes Risiko bei genau dem Teil des Gussteils einzugehen, den Sie nicht sehen können. Suchen Sie nach Gießereien, die nach IATF 16949 oder ISO 9001 zertifiziert sind. Diese Normen schreiben eine Prozesskontrolle vor, die Fehler bereits vor dem Verlassen der Fertigung aufdeckt – nicht erst bei der Endkontrolle.
Es ist nicht immer einfach, einen Gusspartner zu finden, der sich sowohl mit der Herstellung offener als auch geschlossener Laufräder auskennt. Viele Gießereien kommen mit offenen Konstruktionen problemlos zurecht, da die Geometrie einfacher ist und die Werkzeugkosten geringer ausfallen. Geschlossene Laufräder erfordern ein höheres Maß an Präzision beim Schalenbau, eine genauere Kontrolle der Oberflächenbeschaffenheit der inneren Kanäle sowie die Fähigkeit zur zerstörungsfreien Prüfung (NDT), um das zu überprüfen, was das Auge nicht sehen kann. Bei der Bewertung von Lieferanten ist vor allem die Kombination aus Feinguss-Kompetenz und hauseigenen Verfahren wie Spektrometeranalyse, CMM-Prüfung und Röntgenuntersuchung entscheidend. Diese drei Werkzeuge zusammen schließen den Qualitätskreislauf für ein Laufradgussteil, das das nächste Jahrzehnt lang mit 3.500 U/min im Inneren eines Pumpengehäuses rotieren wird. Wenn Sie derzeit offene oder geschlossene Laufradgussteile beschaffen und Ihre Projektanforderungen mit einem Team besprechen möchten, das beide Geometrien beherrscht, besuchen Sie die Kontaktseite von BesserCast. Ein kurzes Gespräch über Ihre Anwendung und Ihren Materialbedarf ist stets kostenlos.
Die Informationen in diesem Artikel basieren auf öffentlich zugänglicher Fachliteratur, Industriestandards und dem Fachwissen praktizierender Pumpeningenieure. Konkrete Material- und Verfahrensempfehlungen sollten unter Berücksichtigung Ihrer Betriebsbedingungen und der Möglichkeiten Ihrer Lieferanten überprüft werden.
Literaturverzeichnis
- Gülich, J.F. Zentrifugalpumpen. 4. Auflage. Springer. https://link.springer.com/book/10.1007/978-3-030-14788-4
- Frontiers in Energy Research. “Druckpulsations- und Schwingungseigenschaften von Kreiselpumpen mit verschiedenen Laufradtypen.” 2022. https://www.frontiersin.org/journals/energy-research/articles/10.3389/fenrg.2022.866037
- Eng-Tips-Foren zum Thema Ingenieurwesen. “OFFENES LAUFRAD VS. GESCHLOSSENES LAUFRAD.” https://www.eng-tips.com/threads/open-impeller-vs-close-impeller.156225/
- Eng-Tips Engineering-Foren. “Halboffen oder geschlossen – wähle deine Waffe.” https://www.eng-tips.com/threads/semi-open-or-enclosed-choose-thy-weapon.78221/
- KSB SE & Co. KGaA. “Auswahl von Pumpenlaufrädern.” https://www.ksb.com/en-gb/solutions/waste-water-technology/selecting-pump-impellers
- API-Norm 610. Zentrifugalpumpen für die Erdöl-, petrochemische und Erdgasindustrie. 11. Auflage. American Petroleum Institute.
- ASTM E446. Standard-Referenzröntgenaufnahmen für Stahlgussteile mit einer Dicke von bis zu 2 in. (50,8 mm). ASTM International.
- ISO 8062. Geometrische Produktspezifikationen (GPS) – Maß- und Geometrietoleranzen für Formteile. Internationale Organisation für Normung.
- ISO 1940. Mechanische Schwingungen – Anforderungen an die Auswuchtqualität starrer Rotoren. Internationale Organisation für Normung.
- BesserCast. https://www.bessercast.com/
- BesserCast – Kontakt. https://www.bessercast.com/contact/



