Einleitung
Beim Metallguss wird flüssiges Metall in einem präzisionsgefertigten Formhohlraum direkt in komplexe, verdichtete Geometrien umgewandelt. Bei der Fertigung mit hohen Anforderungen, insbesondere im B2B-Bereich, ist nicht die Form der Hauptvorteil, sondern vielmehr die Kombination komplexer Merkmale in einem langlebigen Bauteil. Die Ingenieure vermeiden die unerschwinglichen Kosten einer mehrstufigen CNC-Bearbeitung, indem sie in einem einzigen Arbeitsgang Ergebnisse in „Near-Net-Shape“-Qualität erzielen und so mechanische Eigenschaften erreichen, die durch Montage nicht erreichbar sind. Bei Automobilteilen in Großserie oder bei spezialisierten Turbinenschaufeln ist die Wahl des besten Gussverfahrens der wichtigste erste Schritt, um ein Gleichgewicht zwischen struktureller Integrität und der Wirtschaftlichkeit einer schlanken Produktion zu erreichen.
Herstellungsverfahren im Sandguss: Schritte und Anwendungen im Schwerlastbereich
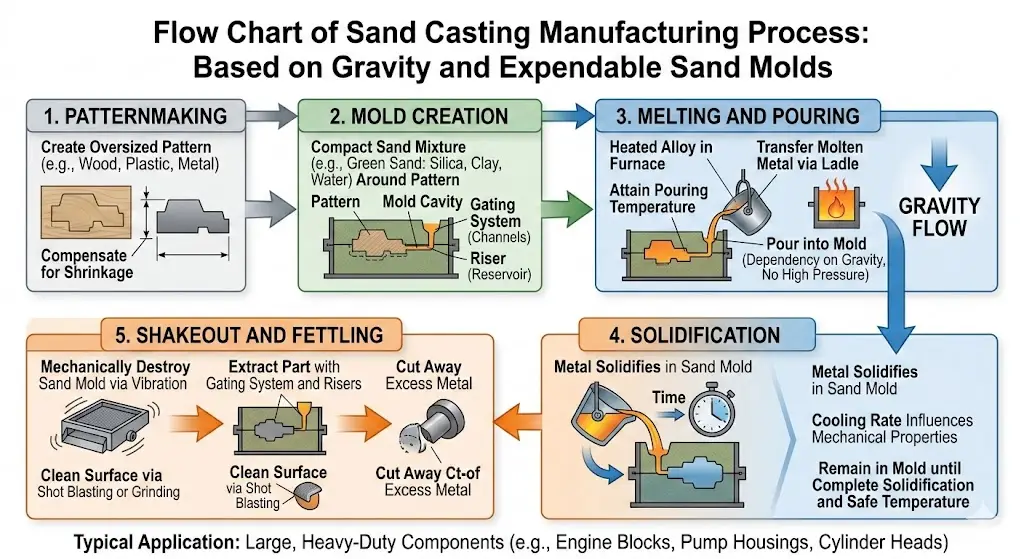
Der Sandguss ist ein Gussverfahren, das vor allem bei der Produktion großer, hochbelastbarer Bauteile wie Motorblöcke, Pumpengehäuse und Zylinderköpfe in mittleren bis kleinen Stückzahlen zum Einsatz kommt. Dabei werden Einweg-Sandformen verwendet, um das Metall zu formen.
Schritt-für-Schritt-Anleitung
- Schnittmustererstellung: Dies beginnt mit der Herstellung eines Modells, das in der Regel aus Holz, Kunststoff oder Metall besteht. Das Modell ist eine exakte Nachbildung des Endprodukts, allerdings ist es etwas größer ausgelegt, um die zu erwartende Schrumpfung der Metallschmelze beim Abkühlen zu berücksichtigen.
- Formenbau: Das Modell wird von einer Sandmischung umgeben, die um das Modell herum verdichtet wird, um die Form zu bilden. Grünsand ist die am weitesten verbreitete Art und besteht aus Quarzsand, Ton und Wasser. Die Formkonstruktion umfasst ein Angusssystem, ein System aus Kanälen, das das flüssige Metall in den Formhohlraum leitet, sowie Angusskanäle, die als Vorratsbehälter für flüssiges Metall dienen, um dem Schrumpfen während der Erstarrung entgegenzuwirken.
- Schmelzen und Gießen: Die Legierung wird in einem Ofen erhitzt. Sobald sie die richtige Gießtemperatur erreicht hat, wird die Schmelze über Gießpfannen in das Angusssystem der Sandform gegossen. Dies geschieht ausschließlich unter Ausnutzung der Schwerkraft; es wird kein Hochdruck eingesetzt.
- Verfestigung: Das eingegossene Metall erstarrt in der Sandform. Die Abkühlgeschwindigkeit hat einen direkten Einfluss auf die endgültigen mechanischen Eigenschaften des Gussteils. Die Form verbleibt anschließend so lange im Gussteil, bis dieses vollständig erstarrt ist und eine sichere Temperatur erreicht hat.
- Entformen und Entgraten: Die Sandform wird durch Vibration mechanisch zerstört, um den Guss zu entnehmen. Der entnommene Teil besteht aus dem Hauptbauteil sowie dem erstarrten Angusssystem und den Steigkanälen. Dieses überschüssige Metall wird weggeschnitten. Anschließend wird die Oberfläche durch Strahlen oder Schleifen gereinigt.
Vor- und Nachteile des Sandgussverfahrens
| Kategorie | Vorteile | Nachteile |
| Maße und Gewicht | Geeignet für die Fertigung größter Metallteile (bis zu mehreren Tonnen), wie beispielsweise Maschinenfundamente und schwere Motorblöcke. | Höhere Gewicht-Festigkeits-Verhältnisse im Vergleich zu Präzisionsverfahren; weniger geeignet für Mikrokomponenten. |
| Anfangsinvestition | Extrem niedrige Werkzeug- und Modellkosten, was dieses Verfahren zur wirtschaftlichsten Wahl für Prototypen und Kleinserien macht. | Höhere Arbeitskosten pro Einheit aufgrund der arbeitsintensiven Formvorbereitung und Nachbearbeitung. |
| Materialflexibilität | Kompatibel mit fast allen Legierungen, einschließlich Eisenmetallen mit hohem Schmelzpunkt wie Gusseisen und Kohlenstoffstahl. | Es besteht die Gefahr von sandbedingten Mängeln (z. B. Sand Einschlüsse oder Gasporosität), wenn die Sandmischung nicht präzise gesteuert wird. |
| Geometrische Komplexität | Die Verwendung komplexer Sandkerne ermöglicht die Herstellung filigraner innerer Hohlräume und Durchgänge innerhalb großer Strukturen. | Maßgenauigkeit: Beschränkt auf CT10–CT13; kritische Passflächen erfordern umfangreiche nachträgliche CNC-Bearbeitung. |
| Oberflächenqualität | Geeignet für eine robuste Industrieoptik, bei der eine edle Oberflächenbeschaffenheit aus funktionalen Gründen nicht erforderlich ist. | Oberflächenbeschaffenheit: Hohe Rauheit (Ra 12,5–50 µm); erfordert Kugelstrahlen oder Schleifen, um die “Sandguss”-Struktur zu entfernen. |
Sandgussteile weisen in der Regel eine Maßgenauigkeit von CT10 bis CT13 und eine Oberflächenrauheit von 12,5 bis 50 u Ra auf. Da bei diesem Verfahren von Natur aus keine glatten Oberflächen entstehen, ist eine Nachbearbeitung kritischer Passflächen üblich.
Feingussverfahren (Wachsausschmelzverfahren): Hohe Präzision und Formgenauigkeit
Das Feingussverfahren, auch als Wachsausschmelzverfahren bekannt, ist für Bauteile konzipiert, die eine hohe Genauigkeit, enge Toleranzen und eine hohe Feinheit erfordern. Es eignet sich besonders gut für schwer zu bearbeitende Legierungen wie Edelstahl und wird häufig bei medizinischen Implantaten und Bauteilen für die Luft- und Raumfahrt eingesetzt.
Schritt-für-Schritt-Anleitung
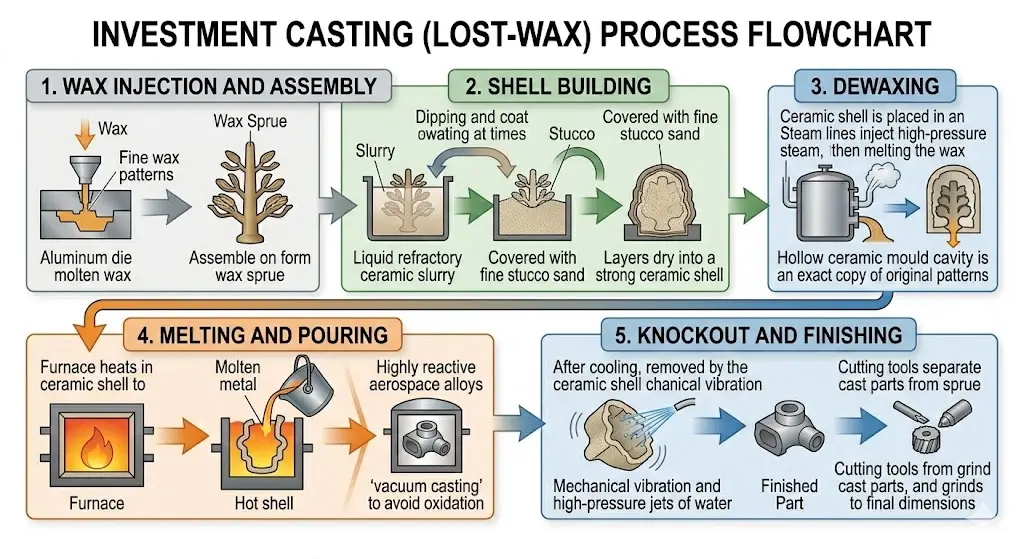
- Wachsinjektion und Montage: Ein feines Wachsmodell wird hergestellt, indem geschmolzenes Wachs in eine Aluminiumform gespritzt wird. Anschließend werden mehrere Wachsmodelle an einem zentralen Wachsanguss befestigt, um eine Struktur zu bilden, die als „Baum“ bezeichnet wird.
- Shell-Gebäude: Der Wachsbaum wird in eine Aufschlämmung aus flüssiger feuerfester Keramik getaucht und anschließend mit feinem Stucksand überzogen. Dieser Vorgang des Eintauchens und Überziehens wird mehrmals wiederholt. Die Schichten werden trocknen gelassen, wodurch sich um das Wachsmodell herum eine feste Keramikschale bildet.
- Enthaarung mit Wachs: Die Keramikschale wird in einen Autoklav gegeben. Das Wachs wird durch Hochdruckdampf geschmolzen und aus der Schale herausgedrückt, sodass ein hohler Hohlraum in Form einer Keramikform zurückbleibt, der eine exakte Kopie der ursprünglichen Modelle darstellt.
- Schmelzen und Gießen: Die Keramikschale wird auf eine hohe Temperatur erhitzt, um einen Thermoschock zu vermeiden und das Fließen der dünnen Teile zu ermöglichen. Das heiße, geschmolzene Metall wird anschließend in die heiße Schale gegossen. Bei hochreaktiven Legierungen für die Luft- und Raumfahrt kann bei diesem Schritt das Vakuumgießen zum Einsatz kommen, um eine Oxidation zu vermeiden und die Umgebungsbedingungen zu regulieren.
- K.o. und Endbearbeitung: Sobald das Metall abgekühlt ist, wird die Keramikhülle durch mechanische Vibration oder Hochdruckwasserstrahlen entfernt. Die Teile werden separat gegossen, aus dem Hauptanguss herausgeschnitten und auf ihre Endmaße geschliffen.
Vor- und Nachteile des Feingusses
| Kategorie | Vorteile | Nachteile |
| Maßgenauigkeit | Hervorragende Präzision: Erreicht routinemäßig Toleranzen von CT4 bis CT6, wodurch der Bedarf an nachgelagerter CNC-Bearbeitung deutlich reduziert wird. | Geringere Toleranz bei extrem großen Bauteilen im Vergleich zum Sandguss; am besten geeignet für Bauteile unter 50 kg. |
| Oberflächenintegrität | Glatte Oberflächen: Erzeugt eine außergewöhnliche Oberflächenqualität (Ra 1,6 bis 6,3 µm), ideal für medizinische Implantate und Schaufeln in der Luft- und Raumfahrt. | Die Herstellung von Keramikformen ist zeitaufwendig, was im Vergleich zum Sandguss zu längeren Vorlaufzeiten führt. |
| Geometrische Freiheit | Hohe Komplexität: Ermöglicht die Herstellung dünner Wände (bis zu 1 mm) und komplexer innerer Kanäle ohne Entformungsschrägen. | Hohe Anschaffungskosten für die Aluminium-Wachsdruckgussformen; bei “Einzelstücken” mit extrem geringen Stückzahlen nicht wirtschaftlich. |
| Materialauswahl | Verträglichkeit mit Hartlegierungen: Das effektivste Verfahren zum Gießen von “nicht bearbeitbaren” Metallen wie Edelstahl und Superlegierungen. | Höhere Materialkosten für feuerfeste Keramik und Spezialwachs im Vergleich zu Sand. |
Das Feingussverfahren bietet eine Maßgenauigkeit von CT4 bis CT6 und eine Oberflächengüte von Ra 1,6 bis 6,3 µm. Durch diese „Near-Net-Shape“-Eigenschaft entfällt der Großteil der Nachbearbeitung, was bei schwer zerspanbaren Metallen direkte Kosteneinsparungen mit sich bringt.
Für Bauteile, die eine absolut höchste Oberflächengüte und engste Toleranzen erfordern, stellt der Silikatsol-Feinguss den höchsten Standard in dieser Kategorie dar. Anlagen, die ausschließlich für dieses fortschrittliche Verfahren ausgelegt sind, wie beispielsweise Bessercast, erreichen routinemäßig Oberflächenrauheiten von Ra 1,6–3,2 µm bei Edelstahl und komplexen Legierungen. Während sich der Industriestandard in der Regel um CT6 bewegt, kann durch eine spezialisierte Siliziumdioxid-Sol-Produktion eine CT6-Toleranz über die gesamte Abmessung eingehalten werden, wobei kritische Merkmale so gestaltet sind, dass sie eine Präzision von CT5 oder sogar CT4 erreichen. Dies bietet direkten technischen Support bei der Umsetzung komplexer CAD-Entwürfe in fertige Formteile.
Druckgussverfahren: Geschwindigkeit und Eignung für dünnwandige Bauteile
Das Druckgussverfahren ist ein automatisiertes und schnelles Produktionsverfahren, bei dem flüssiges Metall unter hohem Druck in eine wiederverwendbare Stahlform, die sogenannte „Die“, eingespritzt wird. Dieses Gussverfahren ähnelt vom Prinzip her dem Kunststoffspritzguss, ist jedoch für die Verarbeitung von Metall ausgelegt. In der Automobilindustrie ist es das führende Verfahren zur Herstellung dünnwandiger und leichter Fahrzeugteile.
Schritt-für-Schritt-Anleitung
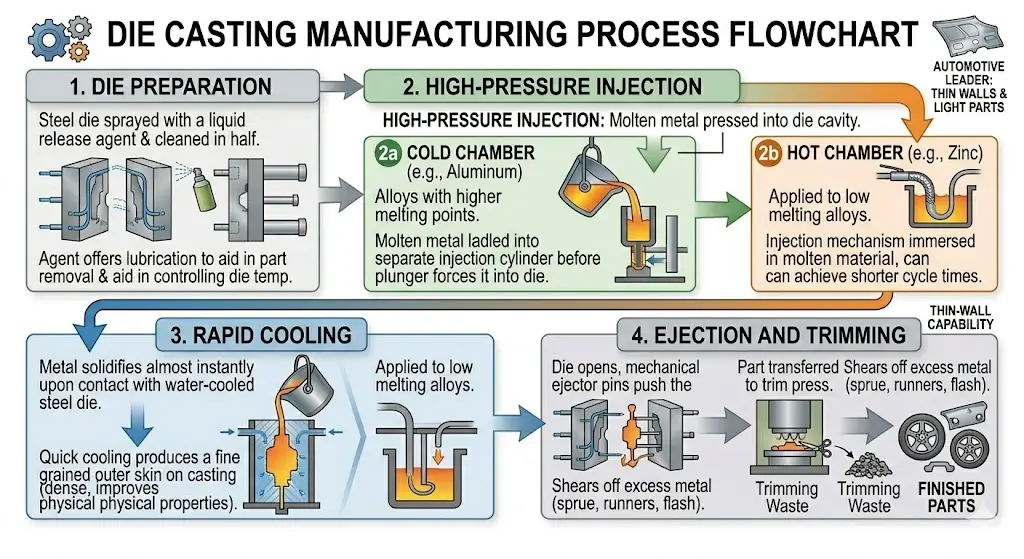
- Vorbereitung der Stempel: Die Stahlform wird mit einem flüssigen Trennmittel besprüht und in zwei Hälften zerlegt. Dieses Mittel dient als Gleitmittel, um das Entnehmen der Teile zu erleichtern und die Temperatur der Form zu regulieren. Die beiden Formhälften werden anschließend mit sehr hoher mechanischer Kraft zusammengepresst.
- Hochdruckeinspritzung: Das geschmolzene Metall wird in den Formhohlraum gepresst. Beim Druckguss erfolgt dies über zwei Hauptverfahren:
- Kaltkammer: Wird für Legierungen mit höheren Schmelzpunkten (wie Aluminium) verwendet. Das geschmolzene Metall wird in einen separaten Einspritzzylinder gegossen, bevor es von einem Kolben in die Form gepresst wird.
- Heißkammer: Wird bei Legierungen mit niedrigem Schmelzpunkt (wie beispielsweise Zink) angewendet. Der Einspritzmechanismus wird in die Schmelze eingetaucht, wodurch kürzere Zykluszeiten erzielt werden können.
- Schnellkühlung: Das Metall erstarrt fast augenblicklich beim Kontakt mit der wassergekühlten Stahlform. Diese schnelle Abkühlung führt zur Bildung einer feinkörnigen Außenhaut am Gussstück, die eine hohe Dichte aufweist und die physikalischen Eigenschaften des Gussstücks verbessert.
- Auswerfen und Trimmen: Das Formwerkzeug öffnet sich, und mechanische Auswerferstifte drücken das erstarrte Bauteil aus dem Formnest heraus. Das Bauteil wird anschließend zu einer Beschnittpresse befördert, die das überschüssige Metall, einschließlich des Angusses, der Angusskanäle und der Grate, abschneidet.
Vor- und Nachteile des Druckgussverfahrens
| Kategorie | Vorteile | Nachteile |
| Produktionsgeschwindigkeit | Massenfertigung: Mit Taktzeiten im Sekundenbereich; ideal für Hunderttausende identischer Automobilteile. | Sobald die Stahlform gefertigt ist, lassen sich keine Konstruktionsänderungen mehr vornehmen; Änderungen sind kostspielig und zeitaufwendig. |
| Geometrische Präzision | Dünne Wände: Es lassen sich Wandstärken von nur 1 mm erzielen, wobei eine hohe Maßgenauigkeit gewährleistet bleibt. | Hohes Risiko für innere Gasporosität aufgrund der turbulenten Metalleinspritzung mit hoher Geschwindigkeit. |
| Wirtschaftliche Größenordnung | Niedrige Stückkosten: Sobald sich die Werkzeugkosten amortisiert haben, bietet dieses Verfahren die niedrigsten Arbeitskosten pro Teil aller Gussverfahren. | Hohe Einstiegskosten: Die Anfangsinvestitionen für Werkzeuge aus gehärtetem Stahl und Hochdruckmaschinen sind beträchtlich. |
| Oberflächenbeschaffenheit | Glatte Oberflächen: Erzeugt eine hervorragende Oberflächenqualität (Ra 0,8–3,2 µm), die oft keine weitere Bearbeitung erfordert. | Materialbeschränkungen: Beschränkt sich in erster Linie auf Nichteisenmetalle mit niedrigeren Schmelzpunkten (Aluminium, Zink, Magnesium). |
| Teilkonsistenz | Hohe Wiederholgenauigkeit: Stellt sicher, dass jedes Teil einer Großserie innerhalb sehr enger Toleranzen mit dem ersten identisch ist. | Die Teile sind im Vergleich zu den tonnenschweren Kapazitäten des Sandgusses in der Regel kleiner. |
Das Druckgussverfahren eignet sich am besten für die Massenproduktion, bei der Hunderttausende identischer Teile hergestellt werden können. Zwar sind die anfänglichen Werkzeugkosten hoch, doch sind die Stückkosten bei großen Stückzahlen äußerst niedrig. Eine ähnliche Variante ist der Schwerkraftguss, bei dem permanente Metallformen zum Einsatz kommen, der Druck jedoch kein Einspritzdruck ist.
Zentrifugalgussverfahren: Hohe Dichte für zylindrische Teile
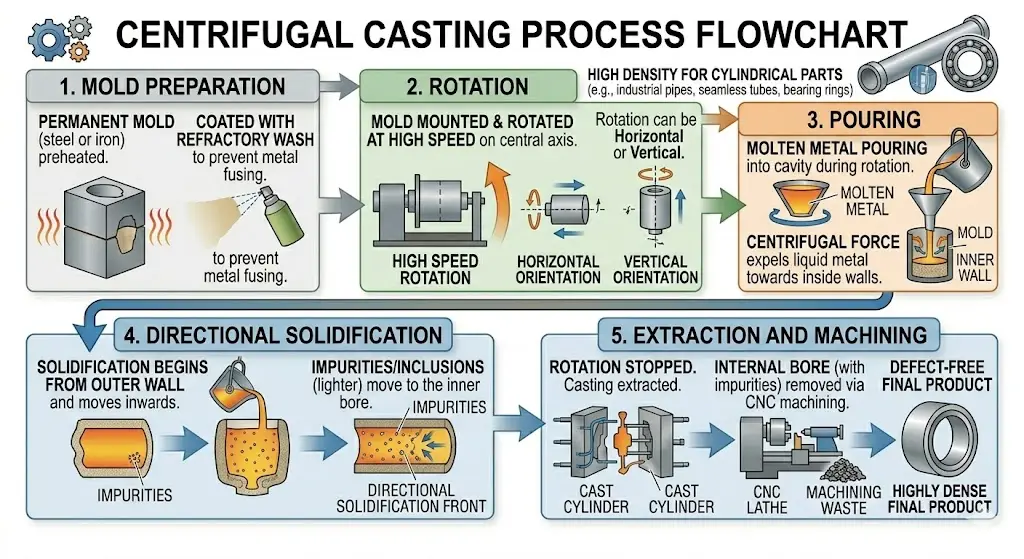
Das Schleudergussverfahren ist eine spezielle Form des Gießens, die vor allem zur Herstellung symmetrischer und zylindrischer Teile wie Industrierohre, nahtlose Rohre und Lagerringe eingesetzt wird.
Schritt-für-Schritt-Anleitung
- Vorbereitung der Form: Eine Dauerform besteht in der Regel aus Stahl oder Eisen, das mit einer feuerfesten Beschichtung überzogen ist, um sicherzustellen, dass das geschmolzene Metall nicht mit dem Formmaterial verschmilzt.
- Rotation: Die Form wird mit hoher Geschwindigkeit um ihre Mittelachse gedreht. Diese Drehung kann je nach Länge und Durchmesser des gewünschten Teils horizontal oder vertikal erfolgen.
- Ausgießen: Das geschmolzene Metall wird in den Hohlraum gegossen, während sich die Form dreht. Durch die Zentrifugalkraft wird das flüssige Metall an die Innenwände der Form gedrückt.
- Richtungsabhängige Erstarrung: Das Metall erstarrt beginnend an der Außenwand und breitet sich nach innen aus. Da die Verunreinigungen und Einschlüsse leichter sind als das Grundmetall, werden sie durch die Zentrifugalkraft in den inneren Hohlraum des Gussteils gedrückt.
- Entnahme und Bearbeitung: Die Drehbewegung wird gestoppt, und das Gussteil wird entnommen. Die Innenbohrung, in der sich alle angesammelten Verunreinigungen befinden, wird anschließend durch CNC-Bearbeitung entfernt, sodass ein hochdichtes, fehlerfreies Endprodukt entsteht.
Vor- und Nachteile des Schleudergusses
| Kategorie | Vorteile | Nachteile |
| Metallurgische Integrität | Extreme Dichte: Erzeugt eine feinkörnige Struktur mit hoher Dichte, die frei von Gasporosität und Schrumpfhohlräumen ist. | Beschränkt sich ausschließlich auf symmetrische, zylindrische oder hohle Geometrien; komplexe Formen können nicht hergestellt werden. |
| Reinheitskontrolle | Verteilung der Verunreinigungen: Leitet leichtere Verunreinigungen auf natürliche Weise in den Innenraum, wo sie leicht mechanisch entfernt werden können. | Erfordert umfangreiche Nachbearbeitung, um den Innendurchmesser (ID) des Gussteils zu säubern. |
| Materialausbeute | Kein Angusssystem: Durch den Verzicht auf herkömmliche Angüsse, Angusskanäle und Aufgusskanäle wird eine hohe Materialeffizienz erreicht. | Höhere Wartungskosten für die Anlagen aufgrund der hohen mechanischen Drehzahlen und der Schwingungsdämpfung. |
| Mechanische Eigenschaften | Überragende Festigkeit: Bietet physikalische Eigenschaften, die mit denen geschmiedeter Teile vergleichbar sind, und eignet sich ideal für industrielle Hochdruckrohre. | Der Außendurchmesser (OD) wird durch die baulichen Abmessungen der Rotationsformmaschinen begrenzt. |
| Flexibilität | Breites Anwendungsspektrum: Kann für eine Vielzahl von Metallen, einschließlich Eisen- und Nichteisenlegierungen, im großtechnischen Einsatz verwendet werden. | Längere Rüstzeiten für die Auswuchtung der Form, um die Sicherheit bei hohen Geschwindigkeiten zu gewährleisten. |
Um den spezifischen Anforderungen verschiedener Branchen gerecht zu werden, setzen Hersteller auch alternative Gussverfahren ein. Dazu gehören der Festformguss für wiederholbare mittlere Stückzahlen, der Strangguss zur Herstellung langer Metallbrammen oder -knüppel, der Gipsguss für spezielle Aluminiumteile sowie der Schaumguss oder Lost-Foam-Guss, bei dem verdampfende Polystyrol-Modelle verwendet werden, um komplexe Geometrien ohne herkömmliche Formtrennlinien herzustellen.
Gängige Werkstoffe im Gussverfahren und wie sie den Prozess beeinflussen
Die Gusstechnik richtet sich nach dem Material, das für das Endprodukt benötigt wird. Verschiedene Materialien weisen unterschiedliche Schmelzpunkte, Fließfähigkeit und Abkühlschrumpfungsraten auf. Die von den Herstellern verarbeiteten Legierungen sind sehr vielfältig und lassen sich im Wesentlichen in Eisen- und Nichteisenlegierungen unterteilen.
| Materialkategorie | Primärlegierungen | Wichtige physikalische Eigenschaften | Empfohlenes Gussverfahren | Industrielle Anwendung |
| Eisenmetalle (mit hohem Schmelzpunkt) | Gusseisen (graues, duktiles) | Hervorragende Fließfähigkeit; ausgezeichnete Schwingungsdämpfung; hoher Kohlenstoffgehalt. | Sandguss | Motorblöcke, Maschinenfußplatten, Gehäuse für die Schwerindustrie. |
| Edelstahl (304, 316) | Extrem hohe Schmelztemperaturen; hohe Korrosionsbeständigkeit; schwer zu bearbeiten. | Feinguss | Medizinische Implantate, Hochdruckventile, Anlagen zur Lebensmittelverarbeitung. | |
| Kohlenstoffstahl | Hohe Zugfestigkeit; erhebliche Schrumpfung während der Erstarrung. | Sandguss oder Feinguss | Metallbauteile, Eisenbahnkomponenten, schwere Getriebe. | |
| Nichteisenmetalle (mit niedrigem Schmelzpunkt) | Aluminiumlegierungen (A380, ADC12) | Hohe Fließfähigkeit; geringes Gewicht; hervorragende Wärmeleitfähigkeit. | Druckguss (Kaltkammerverfahren) | Automobilkomponenten, Elektronikgehäuse, Kühlkörper. |
| Zinklegierungen (Zamak) | Sehr niedriger Schmelzpunkt; hohe Duktilität; funkenfrei. | Druckguss (Heißkammerverfahren) | Konsumgüter, komplexe Beschläge, Schlosskomponenten. | |
| Magnesiumlegierungen | Geringste Dichte unter den Konstruktionsmetallen; hohes Verhältnis von Festigkeit zu Gewicht. | Hochdruckdruckguss | Rahmen für die Luft- und Raumfahrt, Gehäuse für tragbare Elektrowerkzeuge. | |
| Kupfer & Messing | Hervorragende elektrische Leitfähigkeit; antimikrobielle Eigenschaften. | Sand-, Feinguss- oder Schwerkraftguss | Elektrische Steckverbinder, Schiffsausrüstung, Sanitärarmaturen. |
Nach dem ersten Guss durchlaufen viele Bauteile präzise Wärmebehandlungsverfahren, um ihre innere Mikrostruktur zu verändern und dadurch die Härte, die Streckgrenze oder die Duktilität zu erhöhen, damit sie den genauen technischen Spezifikationen entsprechen.
Qualitätssicherung: Zerstörungsfreie Prüfung und Fehlerkontrolle bei Gussteilen
Die Qualitätssicherung beim Metallguss erfordert ein hohes Maß an Fehlerkontrolle. Zu den häufigsten Fehlern zählen Schrumpfhohlräume (Löcher, die durch das Zusammenziehen des Metalls beim Abkühlen entstehen), Porosität (im geschmolzenen Metall eingeschlossene Gasblasen) und Kaltverschlüsse (wenn zwei Ströme geschmolzenen Metalls nicht miteinander verschmelzen).
Gießereien setzen zerstörungsfreie Prüfverfahren (NDT) ein, um die strukturelle Integrität der Bauteile zu überprüfen. Die Röntgenprüfung (radiografische Prüfung) dient dazu, innere Hohlräume und Risse zu erkennen, ohne das Bauteil zu beschädigen. Die Ultraschallprüfung ist ein Verfahren, bei dem hochfrequente Schallwellen zum Einsatz kommen, um die innere Materialdichte zu prüfen, während die Magnetpulverprüfung und die Eindringprüfung dazu dienen, mikroskopisch kleine Oberflächenfehler sichtbar zu machen.
Der ultimative Leitfaden zur Entscheidungsfindung: Das richtige Produkt für den richtigen Prozess finden
Die Wahl des geeigneten Gussverfahrens ist eine unternehmerische Entscheidung, die auf vier grundlegenden Faktoren beruht: Produktionsvolumen, Maßgenauigkeit, Komplexität der Geometrie und Materialart.
| Gussverfahren | Optimales Volumen | Werkzeugkosten | Maßgenauigkeit | Typische Werkstoffe | Am besten geeignet für |
| Sandguss | Niedrig bis mittel | Niedrig | Niedrig (CT10–CT13) | Eisenmetalle, Gusseisen | Große, schwere Bauteile, Motorblöcke. |
| Feinguss | Mittel bis hoch | Mittel | Hoch (CT4–CT6) | Edelstahl, Hochtemperaturlegierungen | Hohe Präzision, komplexe Innenhohlräume, medizinische Implantate. |
| Die Casting | Sehr hoch | Sehr hoch | Hoch (CT4–CT8) | Aluminium, Zink, Magnesium | Dünne Wände, Massenproduktion mit hoher Geschwindigkeit, Konsumgüter. |
| Zentrifugalguss | Von niedrig nach hoch | Mittel | Mittel (CT7–CT10) | Stahl, Eisen, Kupferlegierungen | Symmetrische zylindrische Teile, hohe Anforderungen an die Dichte. |
Durch die Untersuchung verschiedener Metalle und deren Darstellung in dieser Matrix können Ingenieure den kostengünstigsten Fertigungsweg ermitteln. Bei einem Projekt, das zehntausend dünnwandige Aluminiumgehäuse erfordert, ist der Druckguss die einzig mögliche Lösung. Umgekehrt ist in Fällen, in denen für ein Projekt fünfzig sehr detailreiche Pumpenlaufräder aus Edelstahl 316 benötigt werden, der Feinguss das einzige Gussverfahren, mit dem die erforderliche Maßgenauigkeit erreicht werden kann, ohne dass die Bearbeitungskosten unerschwinglich hoch ausfallen. Das Silikatsol-Feingussverfahren muss die bevorzugte Option sein, wenn hohe Präzision der entscheidende Faktor ist und die Anforderungen über die Standardtoleranzen hinausgehen, um maximale Genauigkeit und Oberflächenintegrität zu erreichen.
Fazit
Die Logik des Metallgusses ist die Logik der technischen Optimierung. Es gibt kein allgemein überlegenes Fertigungsverfahren; es gibt lediglich die effizienteste Abstimmung von Material, Volumen und Geometrie. Indem Hersteller das Sandgussverfahren für die Massenproduktion, den Druckguss für die Geschwindigkeit oder den Feinguss für die Präzision nutzen, sichern sie sich einen Wettbewerbsvorteil sowohl hinsichtlich der mechanischen Leistungsfähigkeit als auch der Kapitalrendite.
Für Projekte, bei denen die kompromisslose Präzision von Silicasol-Verfahren erforderlich ist, Bessercast bietet die technische Infrastruktur, um Toleranzen von CT6 bis CT4 bei komplexen Edelstahlgeometrien einzuhalten. Wenden Sie sich noch heute an unser Ingenieurteam, um eine gründliche DFM-Prüfung durchführen zu lassen und den für Ihre speziellen Anforderungen kostengünstigsten Gussweg zu ermitteln.



