Der ultimative Leitfaden zum Feinguss von Kohlenstoffstahl: Kosten, Güteklassen und Toleranzen
Um sich in der komplexen Welt der industriellen Metallumformung zurechtzufinden, bedarf es mehr als nur grundlegender Kenntnisse der Metallurgie; es erfordert eine strategische Abstimmung von Materialwissenschaft, Fertigungsprozessen und Gesamtbetriebskosten (TCO). Wenn Schwermaschinen, Fluidsteuerungssysteme und hochbelastete Strukturbauteile ausfallen, lässt sich die Ursache oft auf eine ungeeignete Materialauswahl oder minderwertige Gussverfahren zurückführen. Das Feingussverfahren für Kohlenstoffstahl ist eine erstklassige Lösung für Ingenieure, die die Lücke zwischen extremer mechanischer Festigkeit und komplexen, nahezu endkonturgetreuen Geometrien schließen möchten. Die Optimierung dieses Prozesses – die Wahl zwischen AISI 1020, 4140 oder ASTM A216 WCB, die Abwägung des Preis-Leistungs-Verhältnisses gegenüber Edelstahl sowie die Einhaltung der strengen linearen Toleranzen nach ISO 8062 CT4–CT6 – erfordert jedoch fundierte technische Kenntnisse. Dieser umfassende Leitfaden verzichtet auf oberflächliche Marketing-Floskeln und bietet stattdessen einen fundierten, ingenieurwissenschaftlich orientierten Einblick in den Feinguss von Kohlenstoffstahl. Von der Entschlüsselung der Mikrostrukturen von Legierungen und der Bewertung von Wärmebehandlungsprotokollen bis hin zur Korrosionsbekämpfung und dem Verständnis der strengen zerstörungsfreien Prüfverfahren (NDT), die für eine ausfallsichere Montage erforderlich sind – dieser Leitfaden wurde entwickelt, um Beschaffungsmanager und Maschinenbaukonstrukteure mit den notwendigen Fakten auszustatten, um kostspielige Nachbearbeitungen zu vermeiden, katastrophale Ausfälle im Einsatz zu verhindern und eine äußerst zuverlässige, kosteneffiziente Lieferkette zu gewährleisten.
Das Wesentliche beim Feinguss von Kohlenstoffstahl
Um den strategischen Wert des Feingusses von Kohlenstoffstahl wirklich zu erfassen, müssen wir das Konzept zunächst auf seine Grundprinzipien zurückführen. Im Kern ist Kohlenstoffstahl eine Legierung, die hauptsächlich aus Eisen und Kohlenstoff besteht. Diese grundlegende metallurgische Kombination bestimmt seine außergewöhnliche Streckgrenze, Schlagzähigkeit und überragende Wirtschaftlichkeit. Die wahre technische Magie entfaltet sich jedoch erst, wenn dieses robuste Material mit dem Feingussverfahren (Wachsausschmelzverfahren) kombiniert wird. Das grundlegende Problem in der modernen Fertigung sind Materialverschwendung und Bearbeitungszeit. Das traditionelle Sandgussverfahren ist zwar kostengünstig für massive, einfache Formen, führt jedoch zu einer schlechten Oberflächengüte (die oft Ra 12,5 überschreitet) und großen Maßtoleranzen, die eine umfangreiche nachgelagerte CNC-Bearbeitung erfordern. Umgekehrt ist die Bearbeitung eines komplexen Bauteils ausschließlich aus einem massiven Kohlenstoffstahl-Rohling eine äußerst ineffiziente Nutzung sowohl des Rohmaterials als auch der wertvollen 5-Achs-CNC-Maschinenstunden.
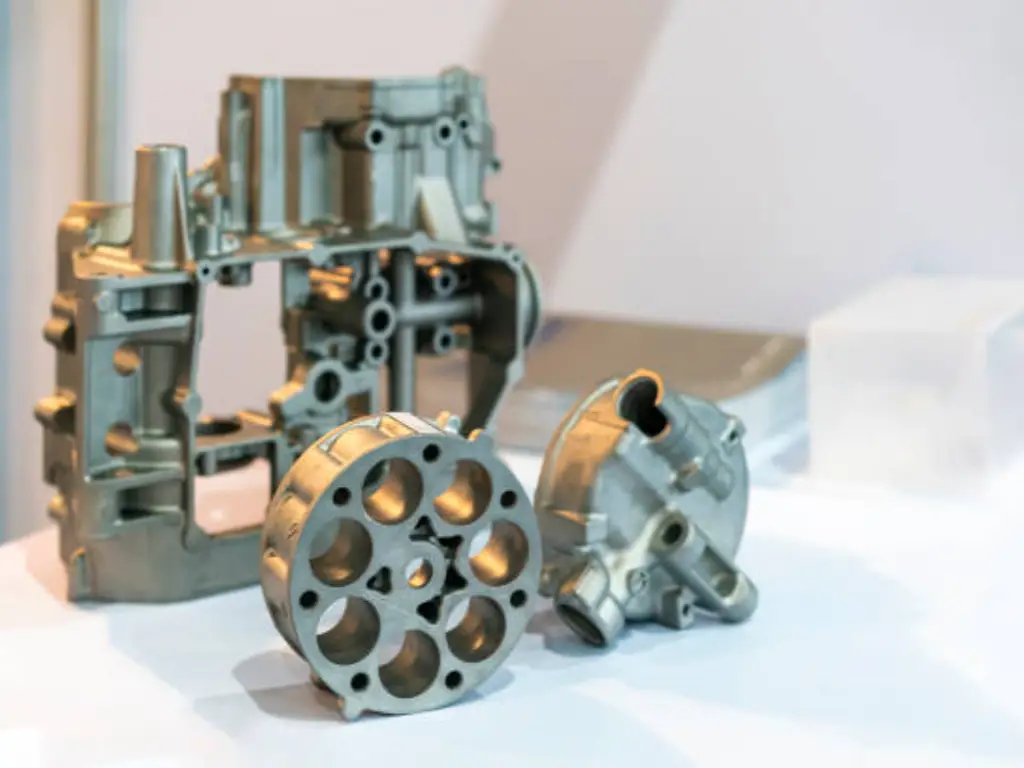
Hier verändert das Prinzip der “Near-Net-Shape”-Fertigung (NNS) die wirtschaftliche Gleichung. Beim Feinguss wird ein Einweg-Wachsmodell verwendet, das mit einer hochfeuerfesten Keramikhülle überzogen ist. Wenn das Wachs abgeschmolzen und der geschmolzene Kohlenstoffstahl in den perfekt glatten Keramikhohlraum gegossen wird, bildet das resultierende Metallbauteil die Masterform mit mikroskopischer Präzision originalgetreu nach. Betrachten wir ein praktisches Anwendungsszenario: die Fertigung eines komplexen Gehäuses für eine hydraulische Zahnradpumpe. Würde man dieses Bauteil aus einem 10 kg schweren massiven Block aus Kohlenstoffstahl zerspanen, könnten die aggressiven Fräs-, Bohr- und Gewindeschneidvorgänge bis zu 6 kg Stahlspäne erzeugen – was einer Materialverschwendung von 60% entspricht, ganz zu schweigen vom exorbitanten Werkzeugverschleiß und dem hohen Spindelzeitverbrauch. Durch die Umstellung auf Feinguss aus Kohlenstoffstahl kommt das Rohgussteil mit einem Gewicht von genau 4,2 kg aus der Keramikform, wobei die komplizierten inneren Flüssigkeitskanäle und äußeren Befestigungsflansche perfekt übereinstimmen und lediglich eine minimale Abtragung von 0,2 kg für die endgültige Präzision der Lagerfläche erforderlich ist. Sie zahlen nicht mehr für das Entfernen von Metall, sondern nur noch für das Metall, das Sie tatsächlich im Einsatz verwenden.
Kohlenstoffstahlsorten entschlüsselt: Welche Legierung passt zu Ihrem Projekt?
Die Auswahl der richtigen Werkstoffsorte ist wohl die entscheidendste Entscheidung im technischen Lebenszyklus eines Gussteils. Die willkürliche Angabe von “Kohlenstoffstahl” in einer CAD-Zeichnung ist ein sicheres Rezept für katastrophale Ausfälle, schwankende Schrumpfungsraten und nicht bearbeitbare Teile. Die Eigenschaften von Kohlenstoffstahl hängen exponentiell von seinem Kohlenstoffgehalt und der gezielten Zugabe von Legierungselementen ab. Im Folgenden finden Sie eine detaillierte Aufschlüsselung der drei wichtigsten metallurgischen Kategorien, die beim Hochleistungs-Feinguss zum Einsatz kommen, damit Sie die genau richtige Legierung für Ihre Umgebungsbedingungen und mechanischen Belastungen auswählen können.
Kohlenstoffarmer Stahl (AISI 1020)
Kohlenstoffarme Stähle, die streng genommen durch einen Kohlenstoffmassenanteil von weniger als 0,25% definiert sind, bilden das Rückgrat von Baugruppen, bei denen extreme Duktilität und eine nahtlose Integration in größere Schweißkonstruktionen von entscheidender Bedeutung sind. Die vorherrschende Mikrostruktur besteht hier aus Ferrit mit einem geringen Anteil an Perlit, was dem Werkstoff eine unglaubliche Zähigkeit verleiht, ihn jedoch im Gusszustand relativ weich macht.
| Legierungssorte | Kohlenstoffgehalt (%) | Typische Streckgrenze | Schweißbarkeitsindex | Kernanwendungen in der Industrie |
|---|---|---|---|---|
| AISI 1020 / ASTM A732 1A | 0,18 – 0,231 TP3T | ~ 295 MPa | Hervorragend (kein Vorheizen erforderlich) | Motorgehäuse, geschweißte Halterungen, Befestigungsplatten für den Stahlbau, magnetische Bauteile. |
Die herausragende Eigenschaft von AISI 1020 ist seine makellose Schweißbarkeit. Im Schwermaschinenbau kommen Feingussteile selten als Einzelkomponenten zum Einsatz; sie werden häufig an größere Baugruppen geschweißt, wie beispielsweise an Fahrgestelle von Schwerlastkraftwagen oder Stahlkonstruktionsrahmen. Stähle mit hohem Kohlenstoffgehalt weisen ein hohes Kohlenstoffäquivalent (CE) auf, was beim Schweißen zu einer raschen Martensitbildung in der Wärmeeinflusszone (HAZ) führt und mikroskopisch kleine, durch Wasserstoff verursachte Risse unter der Schweißnaht zur Folge hat. AISI 1020 umgeht dieses Risiko vollständig. Wenn Ihr Feingussbauteil intensiv an eine andere Stahlkonstruktion geschweißt werden muss, ohne dass eine teure Vorwärmung oder eine Wärmebehandlung nach dem Schweißen erforderlich ist, ist AISI 1020 die unbestrittene Wahl.
Stähle mit mittlerem Kohlenstoffgehalt und niedriglegierte Stähle (AISI 1045, 4140)
Mit steigendem Kohlenstoffgehalt im Bereich von 0,30% bis 0,60% wandelt sich das Material von duktil zu hochfest. Während AISI 1045 einen klassischen Stahl mit mittlerem Kohlenstoffgehalt darstellt, der gegenüber 1020 eine deutliche Steigerung der Zugfestigkeit bietet, stoßen Standard-Kohlenstoffstähle bei dickwandigen Gussteilen an ihre Grenzen: unzureichende Härtbarkeit. Versucht man, ein massives, dickwandiges Gussteil aus unlegiertem Kohlenstoffstahl einer Wärmebehandlung zu unterziehen, kühlt die Außenseite schnell ab und bildet harten Martensit, während der isolierende Kern zu langsam abkühlt und weicher Perlit bleibt.
Genau aus diesem Grund ordnen wir in der Präzisionsgussbranche Stähle mit mittlerem Kohlenstoffgehalt stets den niedriglegierten Konstruktionsstählen zu, wie zum Beispiel AISI 4140. Durch die Zugabe genau dosierter Mengen an Chrom (Cr) und Molybdän (Mo) verschiebt AISI 4140 die CCT-Kurve (Continuous Cooling Transformation) drastisch. Diese Elementzusammensetzung ermöglicht es, dass der Guss während des Abschreckzyklus eine gleichmäßige, tiefgehende Härtung über die gesamte Dicke des Querschnitts hinweg erreicht. Da 4140 nach einer gezielten Wärmebehandlung Härtegrade von über HRC 50 erreichen kann, opfert er einen Teil seiner Schweißbarkeit, um höchste Verschleißfestigkeit und Dauerfestigkeit zu erzielen. Man stelle sich das Kettenglied eines Erdbewegungs-Bulldozers oder ein Hochleistungsgetriebezahnrad vor, das unter brutalen, wiederholten Stoßbelastungen und abrasiver Reibung arbeitet – dies sind die Umgebungen, in denen die Tiefhärtbarkeit des niedriglegierten Stahls 4140 sicherstellt, dass das Bauteil unter extremer kinetischer Beanspruchung weder abschert noch sich festfrisst.

Spezialstahlsorten für den Maschinenbau (ASTM A216 WCB)
Wenn wir uns von allgemeinen mechanischen Bauteilen entfernen, betreten wir den Bereich streng regulierter, spezialisierter technischer Normen. In der Öl-, Gas- und petrochemischen Industrie sind Materialversagen gleichbedeutend mit Umweltkatastrophen und schwerwiegenden Sicherheitsrisiken. Hier reichen allgemeine AISI-Bezeichnungen nicht aus; Ingenieure stützen sich auf die strengen Normen der American Society for Testing and Materials (ASTM). Der unangefochtene Marktführer bei Gussteilen für die Fluidtechnik ist ASTM A216 WCB (Schmiedestahl der Güteklasse B).
WCB ist ein speziell entwickelter Kohlenstoffstahl, der ausdrücklich für Hochdruck-Schmelzschweißanwendungen bei hohen Temperaturen konzipiert wurde. Wenn ein massives industrielles Absperrventil oder ein Hochdruckpumpengehäuse in einer Raffinerie bei Dauertemperaturen von nahezu 400 °C (750 °F) in Betrieb ist, kommt es bei Standardstahl zu Kriechweg… eine langsame, fortschreitende mikrostrukturelle Verformung unter konstanter mechanischer Beanspruchung. ASTM A216 WCB wurde entwickelt, um in diesen aggressiven thermischen Umgebungen die absolute strukturelle Integrität, die Druckbeständigkeit und die Maßhaltigkeit zu gewährleisten. Die Angabe von WCB in Ihrer Angebotsanfrage signalisiert einer Gießerei sofort, dass Sie innerhalb der strengen Vorgaben des ASME-Codes für Kessel und Druckbehälter arbeiten und somit einwandfreie innere Festigkeit sowie zertifizierte Druckbeständigkeit verlangen.
Feinguss aus Kohlenstoffstahl im Vergleich zu Edelstahl: Die Kosten-Leistungs-Matrix
Eines der hartnäckigsten Dilemmas, mit denen Beschaffungsteams und Konstrukteure konfrontiert sind, ist die Wahl zwischen Kohlenstoffstahl und Edelstahl (wie z. B. 304 oder 316). Die Unsicherheit rührt von der Angst vor Korrosion her: Soll das Projekt massive Materialkosten im Vorfeld in Kauf nehmen, um von Natur aus rostfreien Edelstahl zu verwenden, oder soll es die hohe Kosteneffizienz von Kohlenstoffstahl in Verbindung mit einer nachträglichen Oberflächenbehandlung nutzen? Um dies zu klären, müssen wir einen Blick auf die Rohstoffmärkte werfen. Die London Metal Exchange (LME) bestimmt die weltweiten Preise für unedle Metalle. Die Korrosionsbeständigkeit von Edelstahl hängt vollständig von seinem hohen Chrom- (mindestens 10,5%) und Nickelgehalt (häufig 8–10% in der 304er-Serie) ab. Da Nickel häufig mit einer hohen Volatilität gehandelt wird (oft zwischen $16.000 und $20.000+ pro Tonne), führen die auf Edelstahlknüppel angewandten Legierungszuschläge dazu, dass diese exponentiell teurer sind als unlegierter Kohlenstoffstahl.
| Leistungskennzahl | Kohlenstoffstahl (z. B. 1020/1045) | Austenitischer Edelstahl (304/316) | Strategischer Entscheidungsfaktor |
|---|---|---|---|
| Rohstoffkostenbasis | Ausgangswert (1x) | Premium (3- bis 5-fach) | Die Preisentwicklung bei Nickel und Chrom ist ausschlaggebend für die enormen Schwankungen. |
| Zugfestigkeit und Härte | Hoch bis extrem (lässt sich leicht auf >HRC 50 wärmebehandeln) | Mäßig (austenitische Sorten lassen sich nicht durch Wärmebehandlung härten) | Kohlenstoffstahl wird vor allem in Anwendungen eingesetzt, bei denen hohe Stoßbelastungen und abrasiver mechanischer Verschleiß auftreten. |
| Eigenkorrosionsbeständigkeit | Mangelhaft (erfordert eine zweite Beschichtung) | Außergewöhnlich (selbstpassivierende Oxidschicht) | Wenn das Bauteil unter Wasser in Meerwasser oder Säuren eingesetzt wird, ist Edelstahl zwingend vorgeschrieben. |
| Verschleiß von Werkzeugen und Bearbeitungsmaschinen | Normale Verschleißraten, sehr gut zerspanbar. | Starker Werkzeugverschleiß, Neigung zur Kaltverfestigung bei CNC-Bearbeitungen. | Kohlenstoffstahl senkt die Kosten für sekundäre CNC-Werkzeuge erheblich. |
Die wirtschaftliche Schlussfolgerung ist unmissverständlich: Bei gleichem Volumen verursacht ein Gussteil aus Edelstahl 304 in Ihrer Lieferkette 3- bis 5-mal höhere reine Materialkosten als das entsprechende Teil aus Kohlenstoffstahl. Sofern Ihr Bauteil nicht dauerhaft in einer stark sauren Flüssigkeit eingetaucht ist, Meerwasser ausgesetzt ist oder strengen FDA-Anforderungen für Lebensmittel unterliegt, stellt die standardmäßige Verwendung von Edelstahl eine grobe Fehlallokation von Kapital dar. Durch die Spezifizierung eines hochfesten Kohlenstoffstahls in Kombination mit einer robusten Oberflächenbeschichtung (wie Feuerverzinkung oder Zink-Nickel-Beschichtung) können Sie Ihre Stücklistenkosten (BOM) sofort um über 40% senken und gleichzeitig eine überlegene mechanische Festigkeit sowie einen angemessenen Umweltschutz erzielen.
Das Feingussverfahren: Hier macht sich die Investition tatsächlich bezahlt
Um die wirtschaftlichen Aspekte des Feingusses zu verstehen, muss man über die grundlegenden Schritte des Wachsinjektionsverfahrens und des Entwachsens hinausblicken und sich auf die thermomechanischen Vorteile der Keramikschale konzentrieren. Nachdem der Wachsbaum wiederholt in Keramikschlamm getaucht und mit feuerfestem Sand verputzt wurde, durchläuft er einen entscheidenden Schalenbacken Verfahren bei Temperaturen über 1000∞C. Dadurch wird die Keramik verglasst, was ihr eine enorme Hochtemperaturfestigkeit verleiht, sodass sie dem kinetischen Schock von 1600∞C heißem Stahl standhält, während gleichzeitig jegliche Restfeuchtigkeit, die zu Gasporosität führen könnte, vollständig beseitigt wird.
Aus konstruktiver Sicht liegt der größte Vorteil dieser Keramikschale im Konzept der Mindestzugaben für den Entwurf. Beim herkömmlichen Sandguss oder Gesenkschmieden müssen Ingenieure Bauteile mit starken Entformungswinkeln von 3 bis 5 Grad konstruieren, damit das Modell aus dem Sand herausgezogen werden kann, ohne dass die Form zusammenbricht. Dieses zusätzlich abgewinkelte Material muss später per CNC-Fräsen abgetragen werden, um ebene, parallele Passflächen zu schaffen. Da beim Feinguss ein Wachsmodell als Opferform verwendet wird, das ausgeschmolzen (anstatt herausgezogen) wird, benötigt die Keramikform absolut keinen Entformungswinkel. Der absoluten technischen Genauigkeit halber muss angemerkt werden, dass die Aluminium-Wachsmodellform (das Werkzeug zum Einspritzen des Wachses) an bestimmten tiefen inneren Merkmalen dennoch einen mikroskopisch kleinen Entformungswinkel von 0,5∞ bis 1∞ benötigt, um das Wachs reibungslos auszustoßen. Im Vergleich zu anderen Verfahren ist dies jedoch vernachlässigbar. Genau diese Fähigkeit, tiefe, parallele Hinterschneidungen und komplexe Innenkanäle ohne Entformungsschrägen zu gießen, macht teure 5-Achs-CNC-Bearbeitung überflüssig und verschiebt die Kapitalrendite (ROI) deutlich zugunsten des Feingusses.
Der Engpass bei der Auslieferung und die Automatisierungslösung: Während die Keramikform unglaubliche Geometrien ermöglicht, ist das traditionelle manuelle Formbauverfahren die Achillesferse der Gießereiindustrie. Das manuelle Eintauchen schwerer Wachsbäume führt zu ungleichmäßigen Wandstärken, uneinheitlichen Abkühlgeschwindigkeiten und letztendlich zu Maßabweichungen. Darüber hinaus erfordert eine manuell hergestellte Form eine bis zu 7-tägige, langsame Trocknungszeit. Aus diesem Grund prüfen führende Erstausrüster (OEMs) aus der Landwirtschaft und dem Eisenbahnsektor Gießereien streng auf ihre Automatisierungsfähigkeiten. Bei Besser Casting, haben wir diesen Engpass durch den Einsatz von zwei hochmodernen Automatisierte Produktionslinien zur Herstellung von Schalen. Indem wir menschliche Unbeständigkeit durch robotergestützte Präzision ersetzen, gewährleisten wir nicht nur absolute Gleichmäßigkeit bei der Wandstärke und makellose Oberflächen (bis hin zu Ra 3,2) in jeder Charge, sondern verkürzen auch den 7-tägigen Schalenzyklus auf erstaunliche 35 Stunden. Diese kapitalintensive Automatisierung bildet das Rückgrat unserer monatlichen Produktionskapazität von 250 Tonnen und beseitigt dauerhaft die langen Vorlaufzeiten, unter denen herkömmliche Gießereien leiden.
Wärmebehandlungsprotokolle: Maximale mechanische Eigenschaften erzielen
Wenn ein Gussteil aus Kohlenstoffstahl aus seiner Keramikschale bricht, ist sein Weg erst zur Hälfte geschafft. Die schnelle, ungleichmäßige Abkühlung der Metallschmelze in der Gussform führt zu einer chaotischen inneren Mikrostruktur, die von enormen Eigenspannungen geprägt ist. Die Körner sind grob, und die mechanischen Eigenschaften sind äußerst uneinheitlich. Der Einsatz eines “gussrohen” Bauteils aus Kohlenstoffstahl in einer dynamischen, tragenden Umgebung ist ein schwerwiegender technischer Fehler. Wir müssen das wahre Potenzial des Metalls durch eine streng kontrollierte thermische Bearbeitung – die Wärmebehandlung – freisetzen.
Das Standardprotokoll für alle strukturellen Stahlgussteile lautet Normalisierung. Der Guss wird in einen Atmosphärenofen eingelegt und auf etwa 900∞C (über seiner oberen kritischen Temperatur) erhitzt, bis sich die gesamte Matrix in Austenit umgewandelt hat. Anschließend wird er entnommen und in ruhender Umgebungsluft gleichmäßig abkühlen gelassen. Durch diesen physikalischen Prozess wird der Stahl vollständig rekristallisiert, wodurch alle Gussspannungen beseitigt und die groben dendritischen Körner zu einer dichten, gleichmäßigen perlitisch-ferritischen Struktur verfeinert werden. Das Normalisieren verhindert, dass das Gussteil bei einem plötzlichen Aufprall wie Glas zerbricht.
Für Anwendungen, die extreme Leistungsfähigkeit erfordern – wie beispielsweise die zuvor erwähnten Zahnräder aus AISI 4140 – gehen wir nun über zu Härten und Anlassen (Q&T). Das Gussteil wird bis zur Austenitisierung erhitzt und anschließend schlagartig in ein kontrolliertes Öl- oder Wasserbad getaucht. Durch diese extreme Abkühlung werden die Kohlenstoffatome in einem verzerrten Gitter, dem sogenannten Martensit, eingeschlossen, wodurch ein Werkstoff mit enormer Härte, aber gefährlicher Sprödigkeit entsteht. Um die Zähigkeit wiederherzustellen, wird das Bauteil sofort Gehärtet (auf eine moderate Temperatur, z. B. 400∞C–600∞C, wiedererwärmt), wodurch ein Teil der inneren Spannungen abgebaut und der spröde Martensit in hochfesten, angelassenen Martensit oder Sorbit umgewandelt wird. Diese präzise thermische Abfolge ermöglicht es Ingenieuren, das exakte Gleichgewicht zwischen Zugfestigkeit und Schlagzähigkeit einzustellen, das für die spezifischen Versagensarten des Bauteils erforderlich ist.
Rost bekämpfen: Fortgeschrittene Korrosionsschutzmaßnahmen für Gussteile
Die inhärente Schwachstelle jedes Bauteils aus Kohlenstoffstahl ist die Oxidation. In Gegenwart von Sauerstoff und einem Elektrolyten (Wasser) zerfällt die Eisenmatrix rasch zu Eisenoxid (Rost). Da Kohlenstoffstahl nicht über das zur Bildung einer selbstheilenden Passivschicht erforderliche Chrom verfügt, müssen wir robuste physikalische Barrieren aufbringen, um das Substrat zu schützen. Die Wahl der richtigen Oberflächenbehandlung ist ein empfindlicher Balanceakt zwischen Korrosionsbeständigkeit, ästhetischen Anforderungen und Maßtoleranzen.
- Feuerverzinkung (HDG): Der ultimative Hochleistungsschutz für Infrastruktur im Außenbereich. Das Gussteil wird in ein Bad aus geschmolzenem Zink bei 450 °C getaucht. Dabei handelt es sich nicht lediglich um eine Beschichtung; es findet eine metallurgische Reaktion statt, bei der eine Reihe unglaublich widerstandsfähiger Schichten aus einer Zink-Eisen-Legierung entsteht. Dies sorgt für einen opferkathodischen Korrosionsschutz – das bedeutet: Selbst wenn die Beschichtung zerkratzt wird, korrodiert das Zink zuerst und nicht der darunterliegende Stahl. Technischer Hinweis: HDG führt zu einer erheblichen, ungleichmäßigen Schichtdicke (typischerweise 50 bis 100 Mikrometer). Dies führt zur Beschädigung feiner Gewinde und zur Überschreitung enger Lagertoleranzen. Es sollte daher ausschließlich für tragende, nicht ineinandergreifende Oberflächen verwendet werden.
- Schwarzoxid-Konversionsbeschichtung: Ein chemischer Prozess, bei dem das Oberflächen-Eisen in Magnetit (Fe₃O₄) umgewandelt wird. Er sorgt für eine glatte, mattschwarze Oberfläche, die Öl absorbiert und so vor leichter Korrosion schützt. Der größte technische Vorteil liegt in der Maßhaltigkeit – die Dicke wird praktisch nicht messbar erhöht (weniger als 1 Mikrometer). Es ist die ideale Wahl für hochpräzise Maschinenteile, Innenzahnräder und Werkzeuge, bei denen die Einhaltung exakter Toleranzen gemäß ISO 8062 zwingend erforderlich ist, bietet jedoch nur begrenzten Schutz in rauen Außenumgebungen.
- Pulverbeschichtung und E-Coating: Bei Bauteilen, die hohe ästhetische Ansprüche erfüllen und einen hervorragenden Barriereschutz erfordern, wird bei der Pulverbeschichtung ein trockenes, duroplastisches Polymer aufgetragen, das auf das Gussteil eingebrannt wird. Bei der E-Beschichtung (elektrophoretische Abscheidung) wird mithilfe von elektrischem Strom Farbe in die tiefsten und komplexesten Vertiefungen eines Gussteils aufgebracht, wodurch im Vergleich zur herkömmlichen Spritzlackierung eine überragend gleichmäßige Deckkraft erzielt wird. Bei beiden Verfahren müssen die bearbeiteten Passflächen vor dem Auftragen sorgfältig abgeklebt werden.
Strenge Konstruktionsrichtlinien für Gussteile aus Kohlenstoffstahl
Die Konstruktion eines Bauteils für die CNC-Bearbeitung unterscheidet sich erheblich von der Konstruktion im Hinblick auf die Dynamik von Metallflüssen. Um das wirtschaftliche Potenzial des Feingusses voll auszuschöpfen, müssen Ingenieure die physikalischen Grenzen der Erstarrung von geschmolzenem Stahl berücksichtigen.
Optimierung von Wandstärken und Eckenradien
Zwar ist der Präzisionsfeinguss dem Sandguss um Längen voraus, doch die Physik setzt nach wie vor Grenzen. Die vom Industriestandard empfohlene Mindestwandstärke für Feingussteile aus Kohlenstoffstahl liegt zwischen 1,5 mm bis 2 mm (0,06 – 0,08 Zoll). Ein Unterschreiten dieser Grenze birgt das Risiko von “Fehlgüssen” (bei denen der Stahl erstarrt, bevor er den Formhohlraum vollständig ausgefüllt hat). Darüber hinaus müssen Konstrukteure scharfe 90-Grad-Innenecken konsequent vermeiden. Wenn geschmolzener Stahl abkühlt, schrumpft er volumetrisch. Wenn ein schwerer, dicker Querschnitt abrupt in einen dünnen Steg mit einer scharfen Ecke übergeht, führt der massive Temperaturgradient dazu, dass der dünne Querschnitt schnell erstarrt, während der dicke Querschnitt noch halbflüssig bleibt. Wenn der dicke Querschnitt schließlich abkühlt und sich zusammenzieht, übt er enorme Zugkräfte auf den bereits erstarrten dünnen Steg aus und reißt das Metall an der scharfen Ecke auseinander. Dieser Fehler ist bekannt als Heiße Träne. Bei allen Übergangsgeometrien müssen großzügige Verrundungen (R-Radien) und sanfte Verjüngungen vorgesehen werden, um während der Erstarrung gleichmäßige Temperaturgradienten zu gewährleisten.
Lineare Toleranzen verstehen (CT4–CT6)
Wenn Gießereien “hohe Präzision” versprechen, benötigen Ingenieure quantifizierbare Daten. Die Toleranzen beim Feinguss sind weltweit standardisiert gemäß Internationale Norm (Geometrische Produktspezifikationen für Formteile). Beim Feinguss aus Kohlenstoffstahl werden routinemäßig Maßtoleranzklassen von CT4 bis CT6. In der Praxis entspricht eine CT5-Toleranz bei einer linearen Abmessung von 50 mm einer zulässigen Abweichung von etwa ±0,30 mm.
Diese Daten legen die Fertigungsstrategie fest: Bei Außenprofilen, Gewichtsentlastungsaussparungen und nicht ineinandergreifenden Durchgangsbohrungen ist die Präzision nach CT5/CT6 völlig ausreichend, wodurch die Notwendigkeit einer Nachbearbeitung dauerhaft entfällt. Bei kritischen Presspassungen, Lagerzapfen oder hydraulischen O-Ring-Dichtnuten, die engere H7/g6-Toleranzen (oft innerhalb von ±0,01 mm) erfordern, muss das Gussteil jedoch mit einem Vorbearbeitungszuschlag (typischerweise 1 mm bis 1,5 mm zusätzliches Material) konstruiert werden, der ausdrücklich für einen abschließenden CNC-Bohr- oder Schleifdurchgang vorgesehen ist. Ein erstklassiger Lieferant wickelt sowohl die Berechnungen der Gussschrumpfung als auch die abschließende CNC-Bearbeitung unter einem Dach ab, um eine nahtlose Integration zu gewährleisten.
Qualitätskontrolle: Unsichtbare Fehler vor der Montage aufspüren
Der schlimmste Albtraum für jede Lieferkette ist es, ein aufwendig bearbeitetes, scheinbar perfektes Gussteil aus Kohlenstoffstahl in ein teures Hydrauliksystem einzubauen, nur um dann festzustellen, dass es unter Druck aufgrund innerer Hohlräume katastrophal versagt. Kohlenstoffstahl ist anfällig für Schrumpfporosität…mikroskopisch kleine, schwammartige Hohlräume, die sich tief in den dicksten Bereichen des Bauteils bilden, wenn das Anguss- und Speisersystem in den letzten Phasen der Erstarrung nicht genügend flüssiges Metall zuführt. Eine Sichtprüfung ist gegen diese inneren „Killer“ völlig wirkungslos. Eine umfassende Qualitätssicherung erfordert daher eine konsequente zerstörungsfreie Prüfung (NDT).
Die BESSER-Garantie „Zero-Blind-Spot“: Bei Besser Casting, wir lehnen die Herstellung von „Blindboxen“ ab. Wir sind uns bewusst, dass unsere Komponenten in missionskritischen Anwendungen zum Einsatz kommen, bei denen ein Ausfall nicht in Frage kommt. Unser Qualitätsprotokoll beginnt bereits, bevor das Metall überhaupt erstarrt: Wir setzen ein SPECTRO-Spektrometer um eine Echtzeit-Kalibrierung der chemischen Zusammensetzung nach dem 100%-Verfahren auf der Ofenbodenebene durchzuführen und so sicherzustellen, dass Ihre genauen Kohlenstoff- und Legierungsanteile fest eingestellt sind. Um die Gefahr innerer Hohlräume auszuschließen, ist unsere Anlage mit industriellen Röntgenaufnahmen für die umfassende volumetrische Prüfung, neben Magnetpulverprüfung (MPI) um mikroskopisch kleine Oberflächenrisse zu erkennen, die mit bloßem Auge nicht sichtbar sind.
Jede Charge, die weltweit von unserem Werk aus versandt wird, wird von einem unveränderlichen Materialprüfbericht (MTR) sowie eine präzise Maßprüfung, die von unseren Hexagon-Koordinatenmessgeräten (CMM) durchgeführt wird. Gestützt durch unsere strengen IATF 16949 Mit unserem Qualitätsmanagementsystem für die Automobilindustrie gewährleisten wir eine lückenlose Rückverfolgbarkeit vom Rohstahlblock bis zur endgültigen, CNC-bearbeiteten Oberfläche.
Entwickeln Sie ein komplexes Bauteil aus Kohlenstoffstahl und suchen Sie einen Fertigungspartner, der in der Lage ist, große Stückzahlen komplett schlüsselfertig zu liefern (Guss + hauseigene CNC-Bearbeitung + Oberflächenveredelung)?
Nehmen Sie noch heute Kontakt mit Besser Engineers auf, um eine kostenlose DFM- und Machbarkeitsanalyse zu erhaltenBewährte industrielle Anwendungen für Gussteile aus Kohlenstoffstahl
Die Kombination aus außergewöhnlicher Streckgrenze, hoher Schlagzähigkeit und der Wirtschaftlichkeit der Fertigung mit nahezu endkonturgenauen Bauteilen macht das Feingussverfahren mit Kohlenstoffstahl zum Maßstab für die anspruchsvollsten Schwerindustrien weltweit. In der Eisenbahn und Nahverkehr In diesem Sektor werden für Bauteile wie Drehgestellbolzen, Spezialkupplungsgelenke und Weichenplatten mittlere Kohlenstofflegierungen verwendet, damit sie jahrzehntelangen ununterbrochenen Schwingungsbelastungen und enormen dynamischen Belastungen standhalten, ohne zu brechen.
Die Landwirtschafts- und Baumaschinen Branchen, die von Giganten wie John Deere und Caterpillar dominiert werden, sind wohl die größten Abnehmer dieser Technologie. Dreipunkt-Anbaugeräte für Traktoren, hochbelastbare Zinken für Rotationsfräsen und Gabelköpfe für Hydraulikzylinder von Planierraupen erfordern die hohe Härtbarkeit von 4140-Stahl, um dem starken abrasiven Verschleiß durch Boden- und Gesteinsaufprall standzuhalten und gleichzeitig bei hohen Produktionsmengen kosteneffizient zu bleiben. Schließlich im Bereich der Fluidtechnik und Hydraulik, Dank der ausgefeilten Möglichkeiten zur Herstellung innerer Hohlräume beim Feinguss können Ingenieure komplexe Hydraulikpumpengehäuse, Wegeventilgehäuse und Mehrwege-Verteilerblöcke aus WCB-Stahl für den Hochdruckbereich konstruieren und so massive, leckageanfällige geschweißte Rohrbaugruppen durch ein einziges, monolithisches, druckgeprüftes Gussteil ersetzen.



